精品文档内部编号:□□□D□□D制造过程检验记录DDDDDDDDDDDDDDDDDDDDDDDIIIIIIIIDDD精品文档皿皿血说明、本报告适用于通用桥式起重机(以下简称起重机)的制造、改造施工过程和出厂检验,专用的起重机中相同或类似的部分亦可参照使用
、检验依据《特种设备安全监察条例》《起重机械制造监督检验规则》《起重机械安全技术检察规程桥式起重机》《起重机械安全规程》《起重机设计规范》《通用桥式起重机》设计文件及相关产品合同以上文件和标准均为现行有效版本、本自检报告为过程检验和出厂检验,其中主梁隐蔽件自检完毕后,应提交监检员进行必要确认
、如起重机制造仅为局部改造,则相关记录表卡内容可作部分填写,并加以必要说明
、制造过程结束后,检验员应及时完成最终自检,提交监检机构确认,并由制造单位存档
、所有表中的“检验结果”栏如有测量数据要求时应填写实测数据,无如数据要求时应采用“V”、“X”和“”分别表示“合格”、“不合格”和“无此项”
、检验用仪器设备应完好并在计量检定期内
、检验员应对自检结果进行核对,对检测数据负责,制造单位对自检结果负责
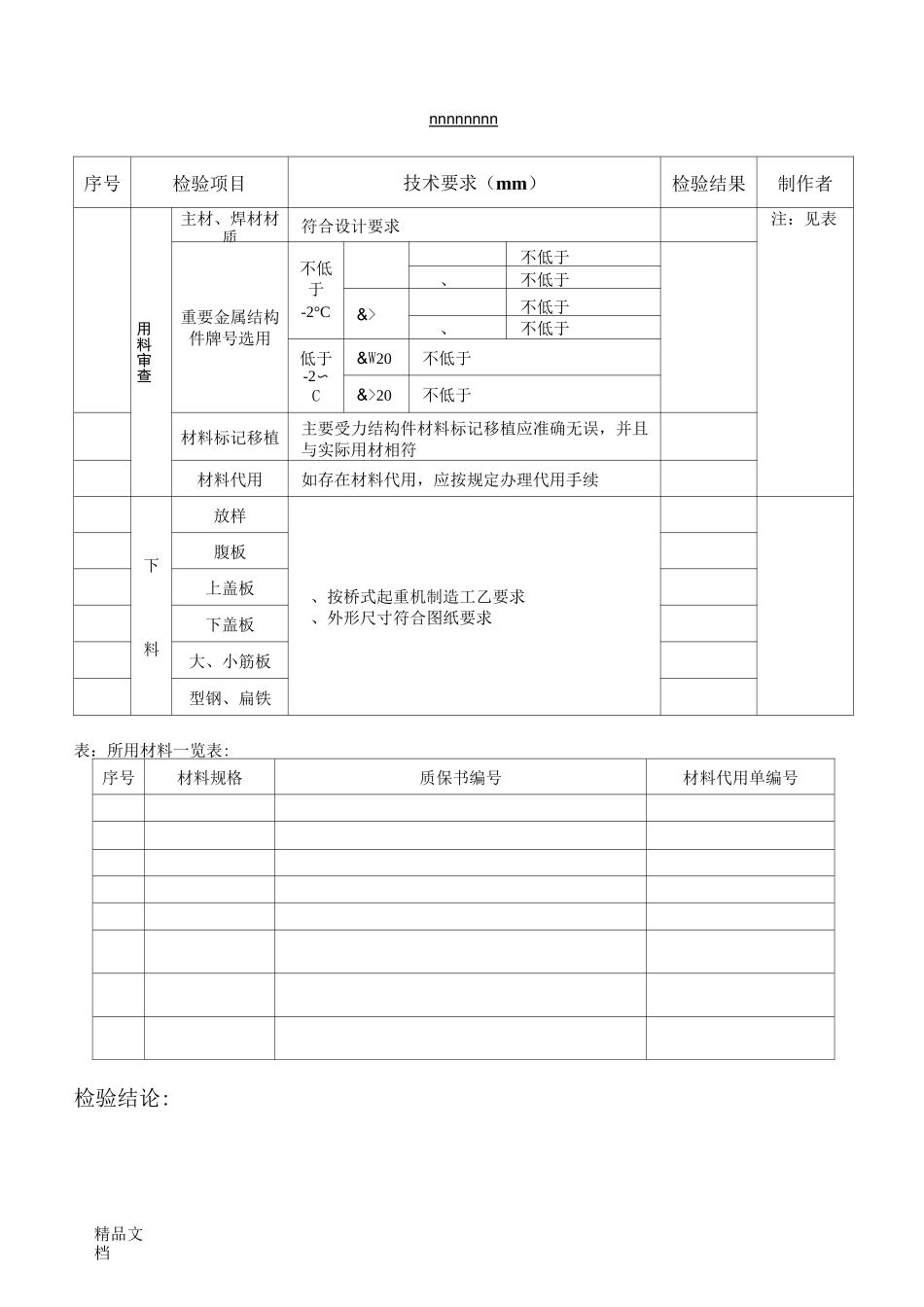
精品文档nnnnnnnn序号检验项目技术要求(mm)检验结果制作者用料审查主材、焊材材质符合设计要求注:见表重要金属结构件牌号选用不低于-2°C不低于、不低于&>不低于、不低于低于-2〜C&W20不低于&>20不低于材料标记移植主要受力结构件材料标记移植应准确无误,并且与实际用材相符材料代用如存在材料代用,应按规定办理代用手续下料放样、按桥式起重机制造工乙要求、外形尺寸符合图纸要求腹板上盖板下盖板大、小筋板型钢、扁铁表:所用材料一览表:序号材料规格质保书编号材料代用单编号检验结论:精品文档经检验合格同意转到下道工序检验员:日期:年月日nnnnnnnnn(图号:)序号检验项目技术要求(mm)检验结果制作者盖板对接焊缝焊接型式焊接高度宽度