1§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构
因此,连接在钢结构中处于重要的枢纽地位
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3
3・1・1焊缝连接一、焊缝连接的特点焊接连接(weldedconnection)是现代钢结构最主要的连接方法
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出
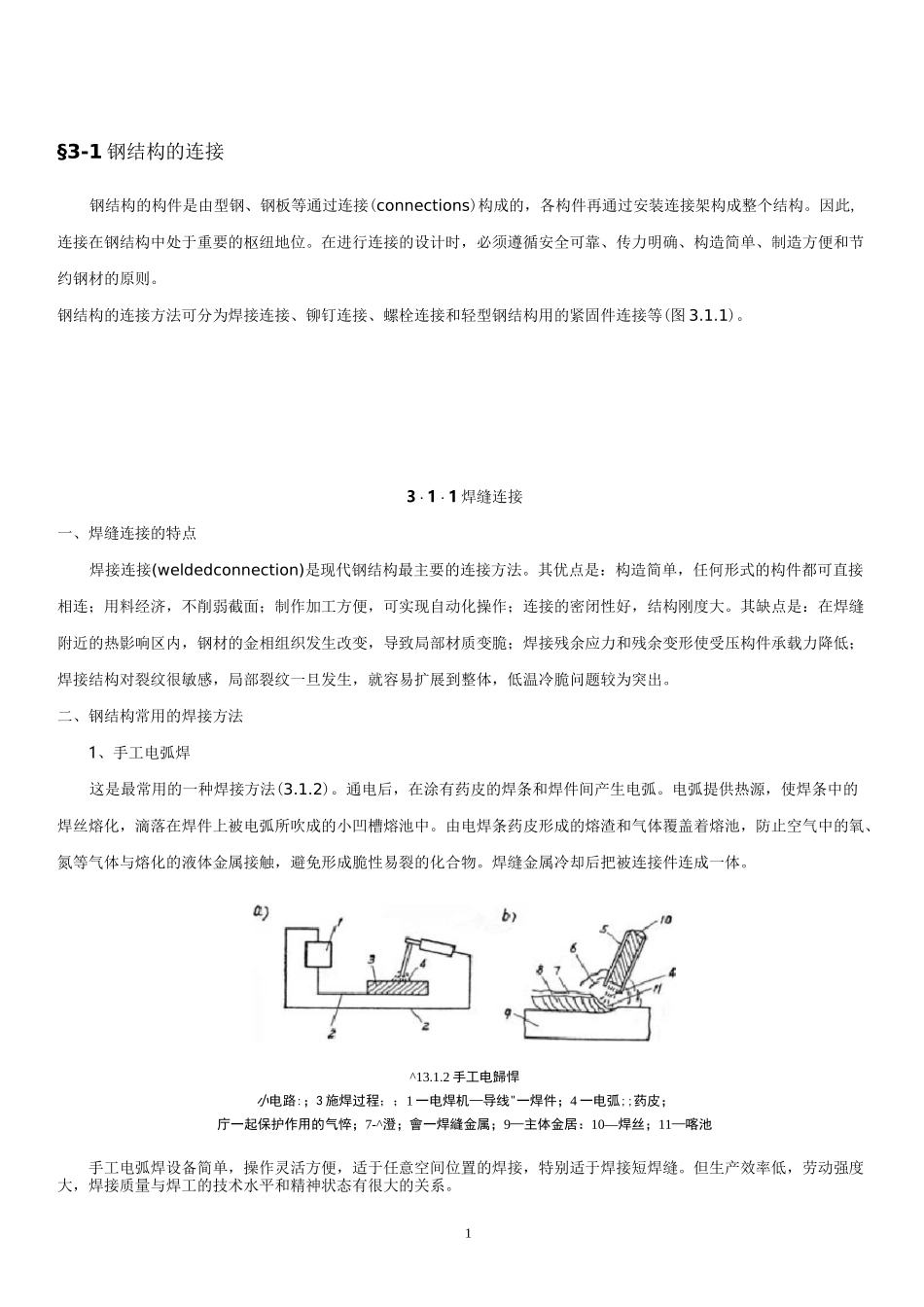
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3
通电后,在涂有药皮的焊条和焊件间产生电弧
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物
焊缝金属冷却后把被连接件连成一体
2手工电歸悍小电路:;3施焊过程;;1一电焊机—导线"一焊件;4一电弧;;药皮;庁一起保护作用的气悴;7-^澄;會一焊縫金属;9—主体金居:10—焊丝;11—喀池手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系
2手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300〜E4328);对Q345钢采用E50型焊条