工程钢构造安装监理施行细那么一、钢构造焊接工程1、本节适用于钢构造制作、安装中的焊接工程
〔Ⅰ〕根本工程2、焊条、焊剂、焊丝和施焊用的保护气体等必须符合设计要求和钢构造焊接的专门规定
检验:检查和检验出厂合格证、烘焙记录
3、焊工必须经考试合格并有获得相应施焊条件的合格证
检验:检查焊工合格证和考核日
4、承受拉力或压力且要求与母材等强度的焊缝必须经超声波、X射线探伤检验其结果必须符合设计要求、施工和钢构造焊接的专门规定
检验:探伤和X射线底片
注:承受拉力且要求与母材等强度的焊缝即施工中的一级焊缝;承受压力且要求与母材等强度的焊缝即施工中的二级焊缝
5、焊缝外表严禁有裂纹、夹渣、焊瘤烧穿、弧坑、针状气孔和熔合性飞溅等缺陷
同一级焊缝不得有咬边、未焊满、根部收缩等缺陷
〔Ⅱ〕根本工程6、焊缝外观质量应符合以下规定:合格:焊波较均匀明显处的焊渣和飞溅物去除干净
优良:焊波均匀明显处的飞溅物去除干净
检查数量:被抽查的构件中每种焊缝按焊缝数量各抽查5总抽查处不应少于5处
检验:观察检查
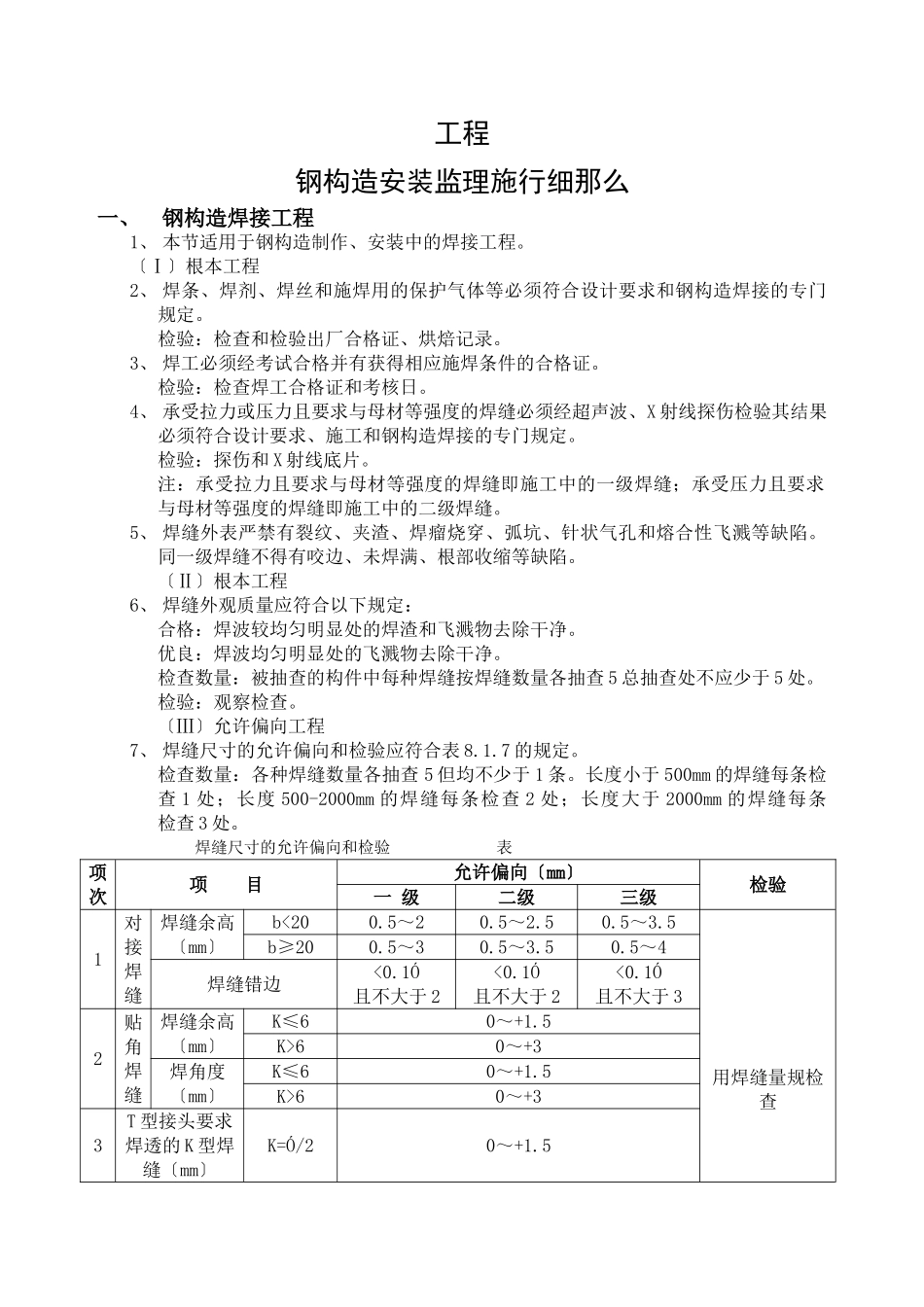
〔Ⅲ〕允许偏向工程7、焊缝尺寸的允许偏向和检验应符合表8
检查数量:各种焊缝数量各抽查5但均不少于1条
长度小于500mm的焊缝每条检查1处;长度500-2000mm的焊缝每条检查2处;长度大于2000mm的焊缝每条检查3处
焊缝尺寸的允许偏向和检验表项次项目允许偏向〔mm〕检验一级二级三级1对接焊缝焊缝余高〔mm〕b