基于A系列三菱PLC控制的电子束焊机改造系统中核建中核燃料元件有限公司庞建新摘要:本文简要介绍了CA330M2俄罗斯真空电子束焊机电气控制系统改造前的状况和焊机的工艺流程,阐述了电气系统改造的系统构成,着重介绍了伺服系统控制技术、A/D-D/A转换控制技术、PLC与工控机通讯控制及上位机工艺过程监控画面的组态技术在CA330M2俄罗斯真空电子束焊机电气控制系统改造中的应用,重点分析了PLC控制软件对束流等参数构成的八段焊接参数控制及采集程序的设计
关键词:电子束焊;PLC;通讯控制;数据采集;系统组态1前言本设备是一台高束能焊接设备--电子束焊机,从核动力院四所购买的旧设备,经过维修,现各项性能都恢复了原有功能,准备用于VVER生产线,但要用于VVER燃料棒和导向管生产还存在以下问题:1)现有焊接程序不能直接应用在VVER核然料棒和导向管的焊接
2)程序没有掉电保持功能和手/自动自由切换功能,造成操作不灵活
3)硬件系统无法实现数据采集的存储、计算、打印及生成报表功能
4)有些控制回路采用了继电器控制,控制方法落后,线路复杂,故障点多
5)设备故障诊断和保护功能不够
6)设备已进入故障率高峰期,故障率高,加大了生产风险
7)设备备品备件选择渠道窄,造成价格过高,维修成本高
8)容器长度不够,夹具等工装须重新设计加工
从而有必要进行国产化改造
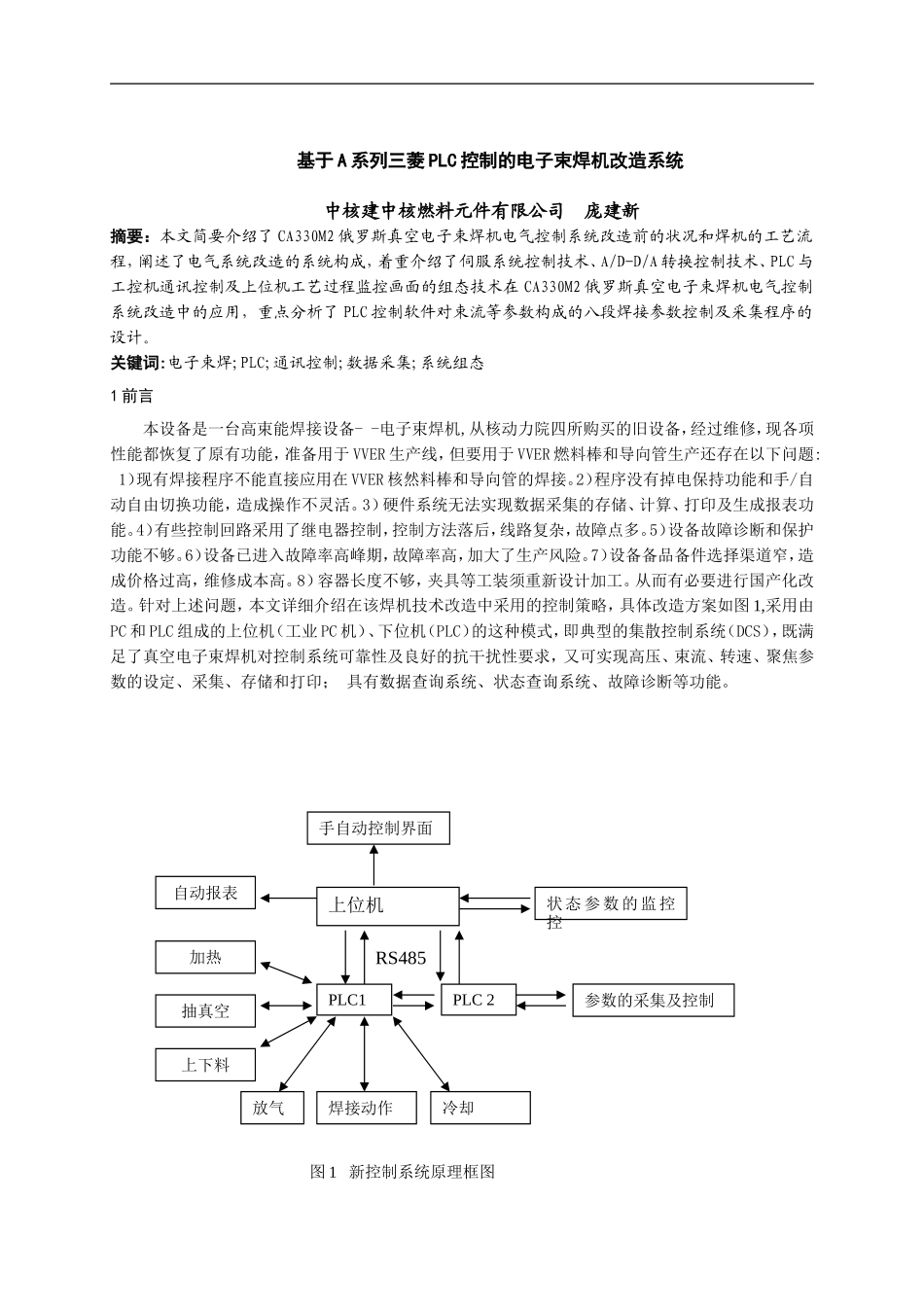
针对上述问题,本文详细介绍在该焊机技术改造中采用的控制策略,具体改造方案如图1,采用由PC和PLC组成的上位机(工业PC机)、下位机(PLC)的这种模式,即典型的集散控制系统(DCS),既满足了真空电子束焊机对控制系统可靠性及良好的抗干扰性要求,又可实现高压、束流、转速、聚焦参数的设定、采集、存储和打印;具有数据查询系统、状态查询系统、故障诊断等功能
手自动控制界面上位机自动报表PLC1放气PLC2RS485加热抽真空上下料参数的采集及