1铸造工艺设计为获得优质铸件,必须合理地制订工艺方案,绘制铸造工艺图
铸造工艺图:在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形
主要包括:浇注位置,铸型分型面,型芯,加工余量,收缩率,浇注系统,起模斜度等
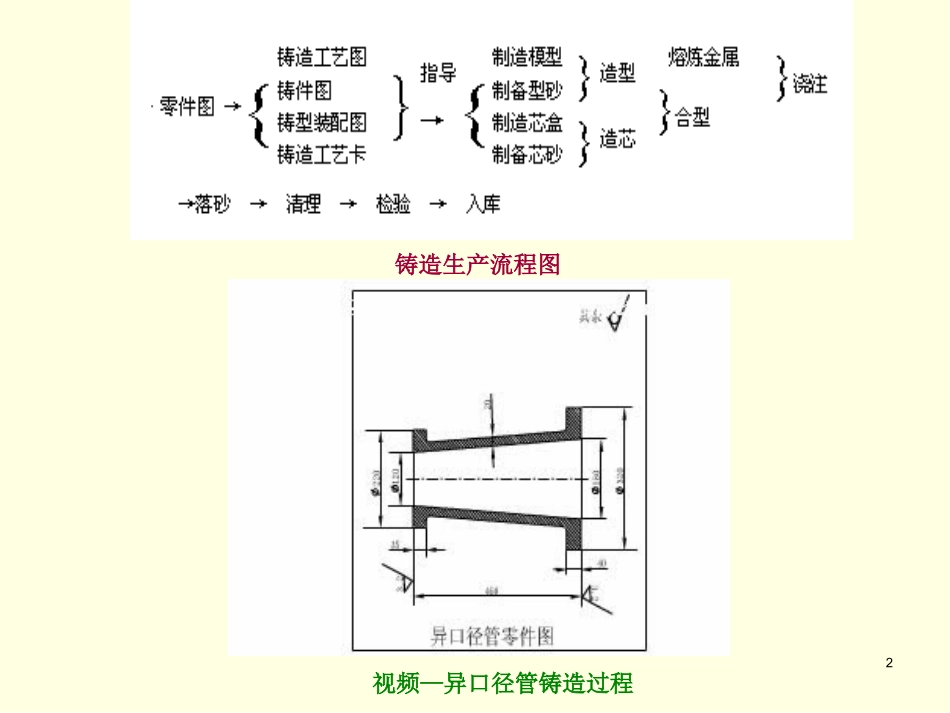
2视频—异口径管铸造过程铸造生产流程图3常用的砂型在砂型铸造中,根据砂型不同,又可以将砂型分为湿砂型、干砂型、表面烘干型、自硬砂型四种,见下表
铸型种类铸型特征主要特点适用范围湿砂型(湿型)以粘土做粘结剂,不经烘干可直接进行浇注的砂型生产周期短、效率高,易于实现机械化、自动化、设备投资和能耗低;但铸型强度低、发气量大,易于产生铸造缺陷单件或批量生产,尤其是大批量生产
广泛用于铝合金、镁合金和铸铁件干砂型(干型)经过烘干的高粘土含量(粘土质量分数为12%~14%)的砂型铸型强度和透气性较高,发气量小,故铸造缺陷较少;但生产周期长,设备投资大,能耗较高,且难于实现机械化与自动化单件,小批量生产质量要求较高,结构复杂的中、大型铸件表面烘干型浇注前用适当方法将型腔表层(厚15~20mm)进行干燥的砂型兼有湿砂型和干砂型的优点单件、小批量生产中、大型铝合金铸件和铸铁件自硬砂型常用水玻璃或合成树脂做粘结剂,原型砂自身的化学反应硬化,一般不需要烘烤,或只经低温烘烤铸型强度高,能耗低,生产效率高,粉尘少;但成本较高,有时易产生粘砂等缺陷单件或批量生产各类铸件,尤其是大、中型铸件4造型方法选择TheChooseofMoldingMethod选择造型方法的依据:零件结构特点、尺寸、技术要求、生产批量和实际生产条件
选择造型方法的原则:保证质量、降低成本、条件可能5浇注位置和分型面的选择浇注位置:浇注时铸件在铸型中所处的位置
分型面:是指铸型组元间的结合面
分型面决定了铸件(模样)在造型时的位置
一、浇注位置选择原则TheChooseofPouringPosition浇注位置的选择关