轧材质量控制与深加工技术第03讲01轧材组织性能的预报与控制北京科技大学韩静涛第一页,共三十七页
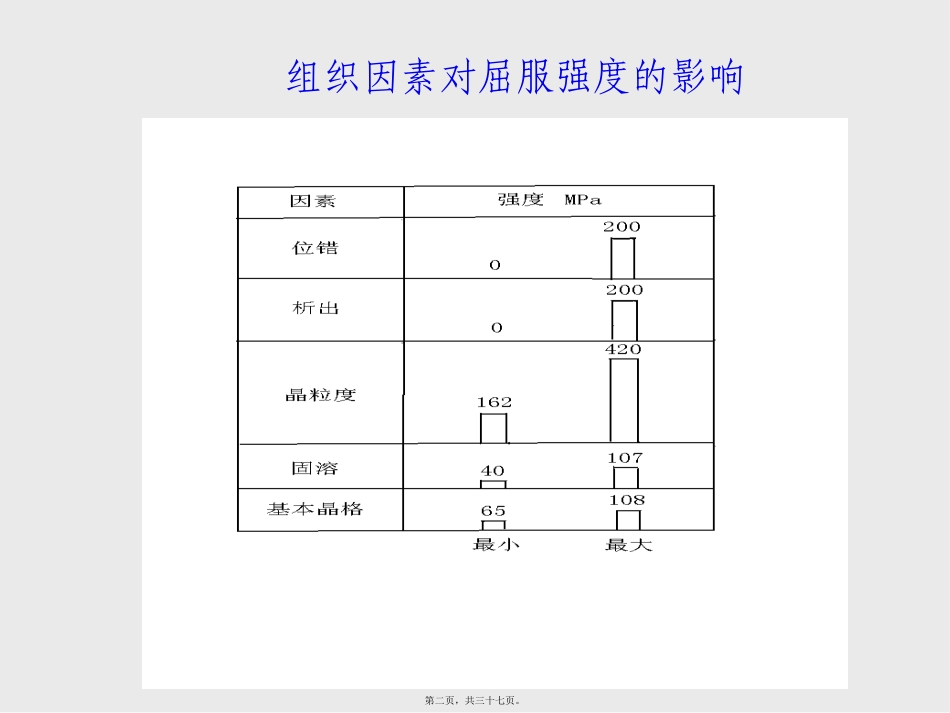
组织因素对屈服强度的影响第二页,共三十七页
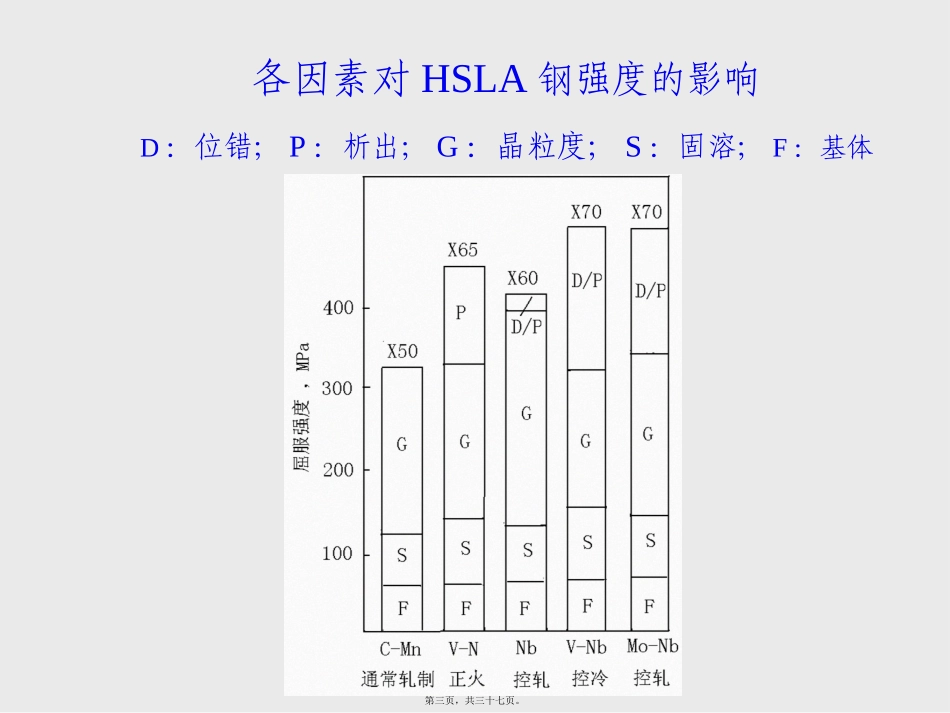
各因素对HSLA钢强度的影响D:位错;P:析出;G:晶粒度;S:固溶;F:基体第三页,共三十七页
显微组织内在关系预测控制预测与控制技术提高生产能力降低产品消耗提高产品质量力学性能工艺参数图1SPPC的技术内涵第四页,共三十七页
SPPC技术的发展及应用1)热轧板带过程为SPPC发展的集中点:自20世纪80年代开始,出现了各种描述贯穿热轧至冷却过程的组织演变模型
有些模型在生产中已开始应用,其中多数集中在板带热轧生产过程
原因可能是:①在板带热轧生产中,只有对生产条件进行精密控制才能保证最终产品的各项性能指标
②板带轧制过程的冶金学特点和机制目前已基本清楚
如果钢材在再结晶终止温度(Tnr)之上进行轧制,那么道次间隔之内可以充分完成静态再结晶,这种情况一般发生在普碳钢的轧制生产中
Tnr以下进行板带轧制,由于应变诱导析出阻止了进一步奥氏体的静态再结晶,因此会产生奥氏体的拉长
③在粗轧过程中,由于道次间隔时间较长,冶金学行为与中厚板轧制过程相似
在精轧过程,道次间隔时间较短,更接近棒线材轧制过程
板带轧制的这种即类似中厚板轧制,又类似棒线材轧制的特点,使建立描述其冶金学行为的数学模型更具有挑战性
第五页,共三十七页
输入初始数据设定工艺参数释放工艺参数至控制机安排作业计划判断是否符合要求加热炉加热温度,时间初轧轧制温度,参数精轧轧制温度,参数控制冷却温度模型晶粒组织模型预报加热后组织温度模型变形模型预报板坯温度,组织判断再结晶状态静态再结晶亚动态再结晶动态再结晶形变及变形速率模型温度模型晶粒变化模型预报钢板组织和性能温度模型相变模型产品组织力学性能调整工艺参数力学性能模型判断是否符合要求入库仿真性能预报模型板带钢综合组织性能预报与