塑料件翘曲变形分析塑料件的翘曲变形是塑料件常见的成型质量缺陷
塑料件的翘曲变形主要是因为塑料件受到了较大的应力作用,主要分为外部应力和内部应力,当大分子间的作用力和相互缠结力承受不住这种应力作用时,塑料件就会发生翘曲变形
1、外部应力导致的翘曲变形此类翘曲变形主要为制件顶出变形,产生的原因为模具顶出机构设计不合理或成型工艺条件不合理
1、模具顶出机构设计不合理顶出机构设计不合理,顶出设计不平衡,或顶杆截面积过小,都有可能使塑料件局部受力过大,承受不住应力作用发生塑性形变而导致翘曲变形
防止顶出变形需改善脱模条件:如平衡顶出力;仔细磨光新型侧面;增大脱模角度;顶杆布置在脱模阻力较大的地方,如加强筋,Boss柱等处
2、成型工艺参数设置不合理冷却时间不足,凝固层厚度不够,塑料件强度不足,脱模时容易导致产品翘曲变形
可以延长冷却时间,增加凝固层厚度来解决
2、内部应力导致的翘曲变形2
1、塑料内应力产生的机理塑料内应力是指在塑料熔融加工过程中由于受到大分子链的取向和冷却收缩等因素而产生的一种内在应力
内应力的本质为大分子链在熔融加工过程中形成的不平衡构象,这种不平衡构象在冷却固化时不能立刻恢复到与环境条件相适应的平衡构象,这种不平衡构象实质为一种可逆的高弹形变,而冻结的高弹形变以位能情势储存在塑料制品中,在合适的条件下,这种被迫的不稳定的构象将向自在的稳定的构象转化,位能改变为动能而开释
当大分子间的作用力和相互缠结力承受不住这种动能时,内应力平衡即受到破坏,塑料制品就会产生翘曲变形,严重时会发生应力开裂
2、塑料内应力的种类2
1取向内应力取向内应力是塑料熔体在充模流动和保压补料过程中,大分子链沿流动方向定向排列,构象被冻结而产生的一种内应力
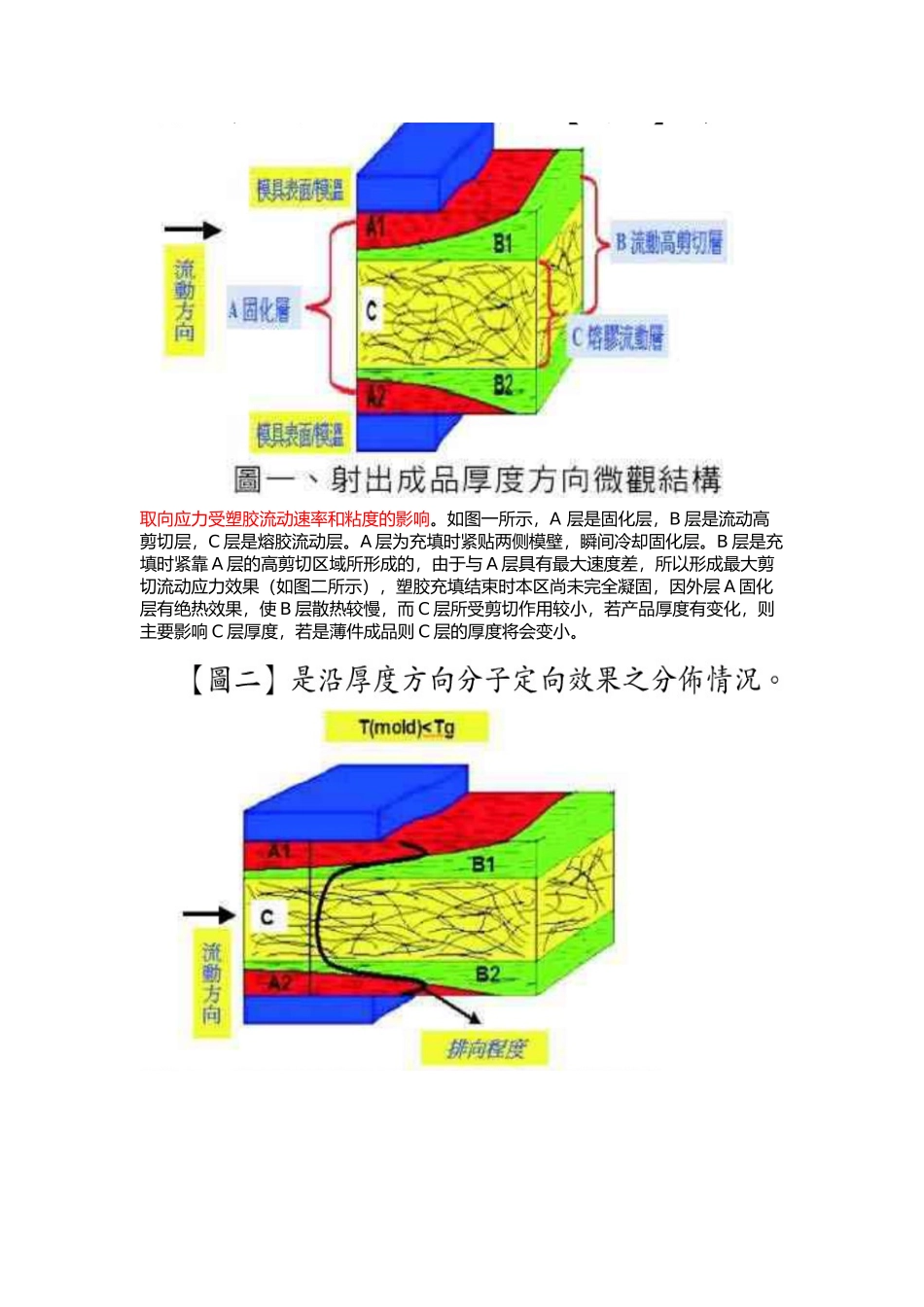
取向应力受塑胶流动速率和粘度的影响
如图一所示,A层是固化层,B层是流动高剪切层,C层是熔胶流动层
A层为充填时紧贴两侧