一、高炉卷扬上料及布料过程简介高炉上料的形式主要有两种:一是卷扬料车上料,二是皮带上料,由于料车上料占地面积小,在中小高炉中得到广泛的应用,如中型高炉卷扬系统采用双电机控制,小高炉采用单电机控制
卷扬上料系统的主要过程是:各种原料经过槽下配料后放入中间料斗,料车到料坑后,中间斗把料放入料车,中间斗闸门关到位并且炉顶准备好后,料车启动,经过加速-匀速(高速)-减速1-减速2,到达炉顶
二、控制系统方案(一)上料及炉顶系统主要电气设备1.卷扬机构交流电机功率160kW,三相交流380伏一台
2.冷却风机电机3
7kW,三相交流380伏一台
3.料车制动器1kW,两相交流380伏两台
4.料车行程编码器,OMRON一台5.智能主令控制器一台6.料车切换柜一面、交流变频传动柜2面,一用一备,制动电阻柜一面7.料车变频器选西门子6SE70200kW两台,配套制动单元(二)基本工艺要求1.料车卷扬机:料车卷扬机按料车行程曲线运行;2.在PLC及操作台手动方式下,满足高、中、低速调速要求;3.料车启动、停车及加、减速应平稳,速度控制受负载(空载或满载)影响较小;4.主卷扬有钢绳松弛保护和极限张力保护装置(过流保护);5.料车有行程极限,超极限保护装置,低速检查保护;6.料车尚未到达行程终点的卷筒反转保护;在卡车的状态下,可允许停车或有控下行
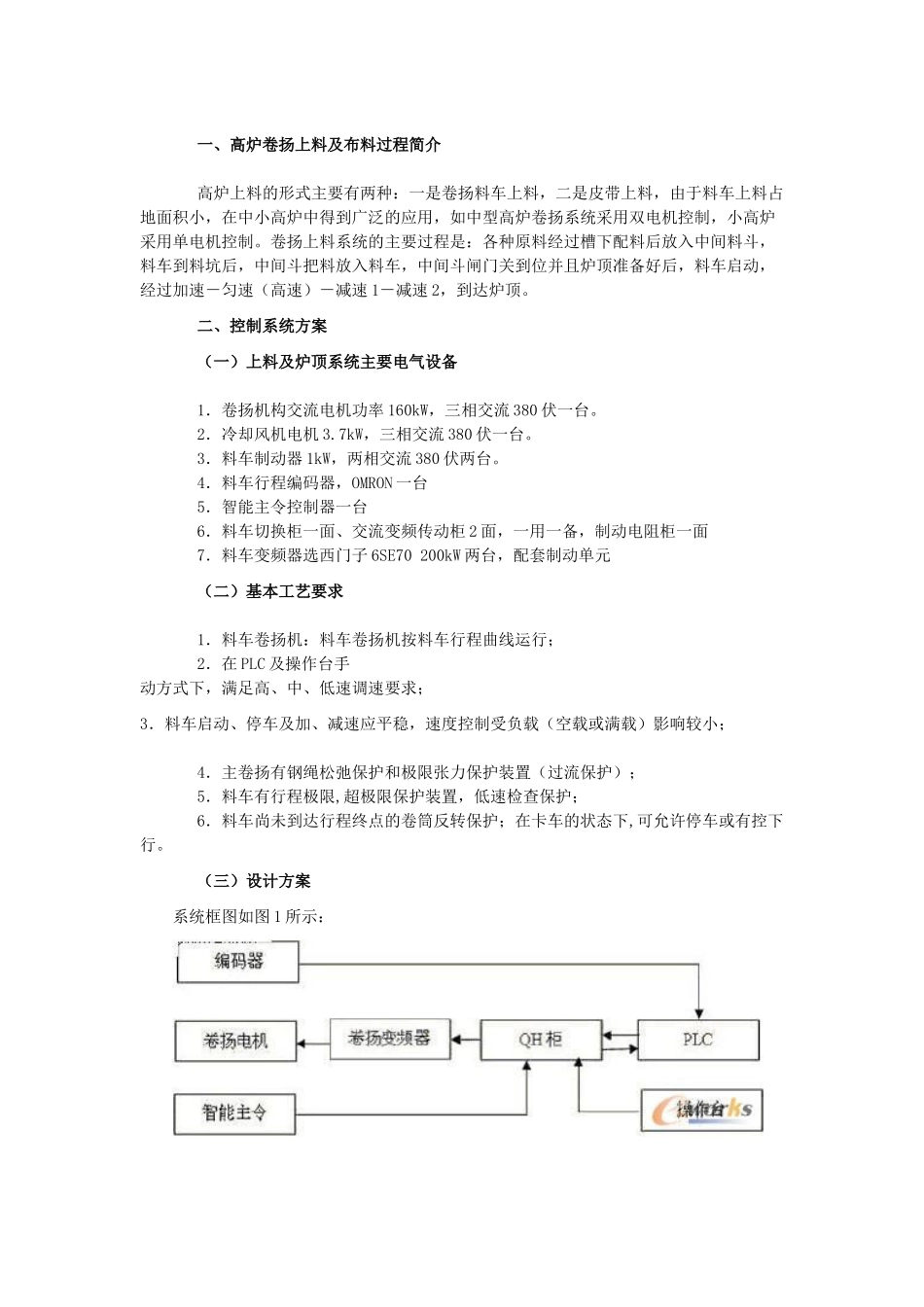
(三)设计方案系统框图如图1所示:图1系统框图1.主卷扬变频调速装置我们采用西门子公司的6SE70全数字交流变频调速供电装置
系统配置了配套制动单元和独立的制动电阻柜,采用能耗制动方式实现卷扬系统的制动
供电装置的工作方式选用一备一用方式,通过切换柜中的三刀双掷刀开关完成备用切换
每个变频器的控制信号通过切换柜的电气设备来完成基本联锁及控制,在主PLC与切换柜之间、操作台与切换柜之间利用继电器相互隔离,使料车的控制可以由PLC或操作台分别控制系统,提