冲天炉的操作和控制一.总则;为保证铁液质量,应按以下进行操作和控制:此规程是为了保证大炉的顺利进行,保证铁水质量,安全生产等而制定,因此,大炉操作人员必须按照本规程来进行工作
上岗人员必须按照要求穿戴劳保用品,了解熟悉自己分管部分的操作,非本岗操作不得进行
二、修炉;1
炉料准备(1)焦炭要筛分,剔除焦末,焦炭块度不均匀时,应分级使用,不得混用;(2)金属炉料要按牌号或化学成分堆放,按照规定块度,块重破碎,我车间要长度在300mm,重量在50kg以内(3)炉料要洁净,严重锈蚀的要除锈;2
修炉、修包及其烘烤(耐火材料配比两种方法可选一)(1)修炉、修包要紧实,尺寸要符合规定,应特别注意风口、过桥及炉底的修理质量;(2)修炉前先清除炉壁上附着的熔渣、铁渣等杂物,同时要涂刷浆水,然后将耐火材料铺上,逐层用搪料修补或修筑炉膛,搪料必须用木锤紧实,搪料成分应符合炉衬性质,水分不能含量过高;1(3)应按大炉工艺图进行修理,上班要穿劳保鞋;(4)耐火泥铺好后,在表面再涂一层煤砂;(5)炉盆:先管牢炉底门,最底层垫一薄层造型砂,再倒入炉渣或废芯砂,再垫一层造型砂,最后在上面垫一层煤砂(6)炉盆的修理应注意:a、各层材料应捣实;b,炉盆边缘应为圆角(7)修浇包、前炉、抬盆等时,应先将所附之炉渣及钻进缝隙里的铁渣清除干净(8)炉口风嘴倾角为第一排风口倾角为0°~15°,若卡腰冲天炉的风口倾角为45°
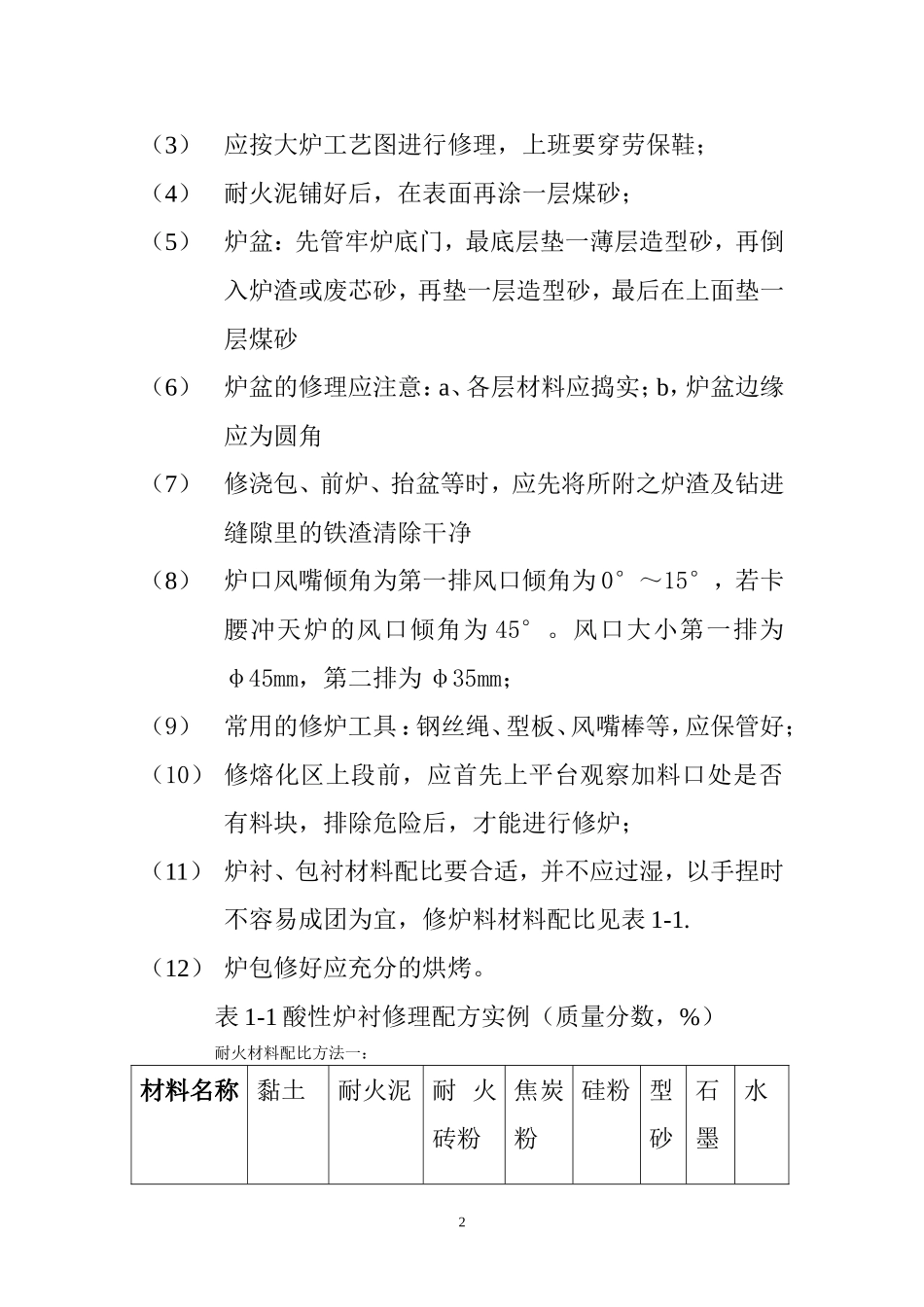
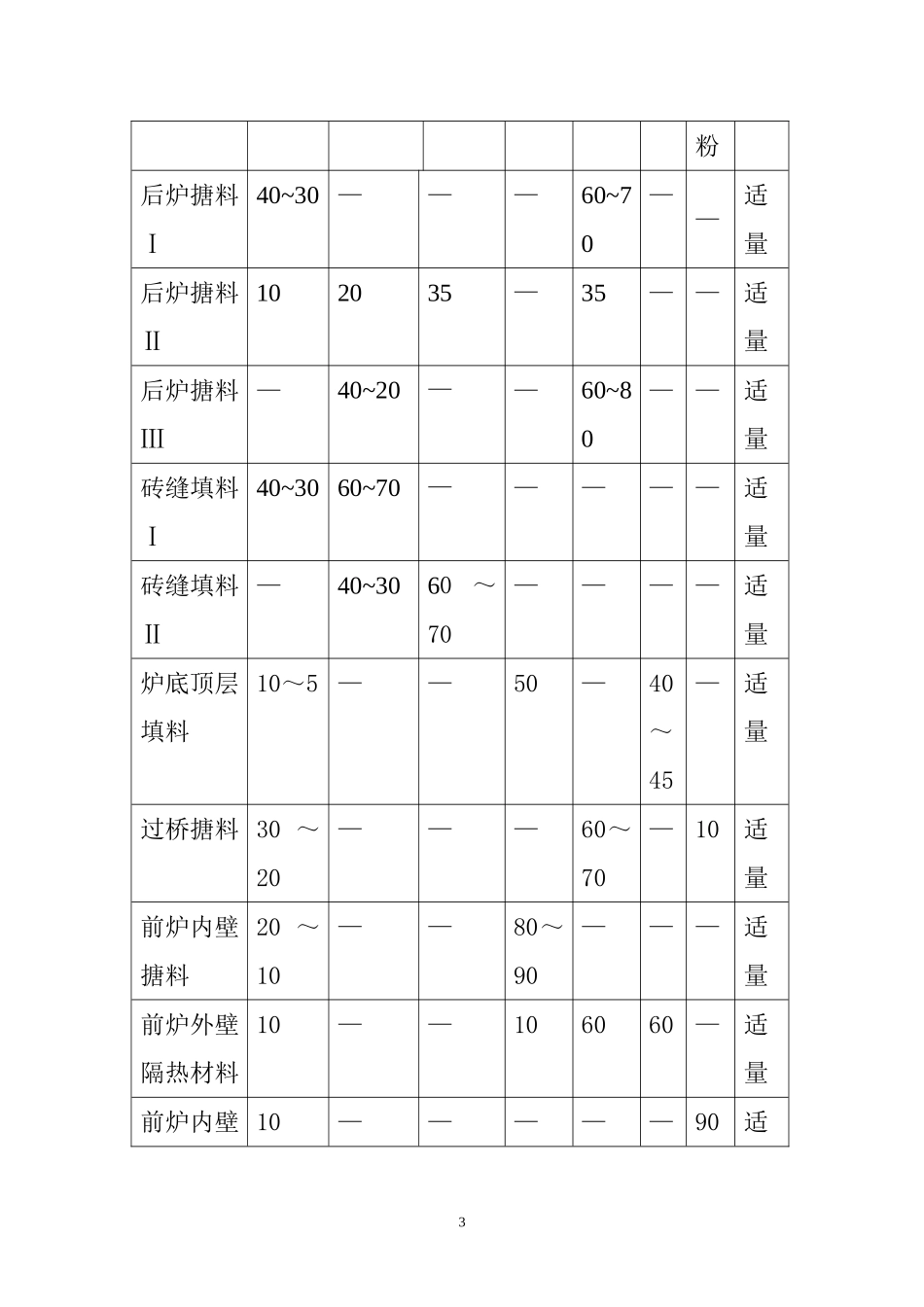
风口大小第一排为φ45mm,第二排为φ35mm;(9)常用的修炉工具:钢丝绳、型板、风嘴棒等,应保管好;(10)修熔化区上段前,应首先上平台观察加料口处是否有料块,排除危险后,才能进行修炉;(11)炉衬、包衬材料配比要合适,并不应过湿,以手捏时不容易成团为宜,修炉料材料配比见表1-1
(12)炉包修好应充分的烘烤
表1-1酸性炉衬修理配方实例(质量分数,%)耐火材料配比方法一:材料名称黏土耐火泥