—68—第32卷第3期技术交流通用磨床砂轮修整器数控改造张乐(西北轴承股份有限公司,宁夏银川750021)摘要主要介绍了磨床砂轮修整在整个磨加工过程中的重要性和老式修整器的数控改造的过程
并说明选择西门子数控系统的原则及各项硬件相互之间的组装、设置及各部件的功能介绍
关键词控制系统修整器程序1引言在现代的机械加工行业特别是在轴承加工行业中,磨床的使用率是相当高的
不论是老式的内圆磨床、外圆磨床、平面磨床还是现在的各种数控系统的磨床
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床等
外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面
磨床是利用磨具对工件表面进行磨削加工的机床
磨具指的就是砂轮,在磨加工过程中是通过砂轮的高速旋转(线速度可达35m/s)对轴承内外套进行磨加工
砂轮虽然有自锐特点,但由于磨钝后的磨粒不一定都能够自动脱落或崩裂,加上磨屑与粘连结合剂会堵塞砂轮孔隙,这样就会使砂轮失去或降低切削能力,所以砂轮工作一段时间后应进行修整
砂轮修整不及时或修整不好,加工工件的表面就会出现以下几种磨削痕迹:(1)现出现交叉螺旋线痕迹;(2)表面出现鱼鳞;(3)工作面拉毛;(4)工件表面出现烧伤痕迹;(5)表面粗糙度达不到要求等问题
在精密零件的磨削加工中,圆弧形面的磨削尤其是轴承外环内滚道和内环外滚道的磨削是一个技术难点,而砂轮的修整对磨削精度起着重要作用
传统的砂轮修整是通过金刚笔进行手工修整
但这种方法修整后的砂轮都会产生圆弧形状误差,影响加工后工件的形状精度
2砂轮修整器功能介绍2
1传统砂轮修整器的介绍工作原理:在修整砂轮时首先将修整器固定好,调作者简介:张乐(1981~),男,助理工程师,主要从事电气自动化
整修整杆的位置,固定好金刚笔,将砂轮通过机床磨架摇到修整位置
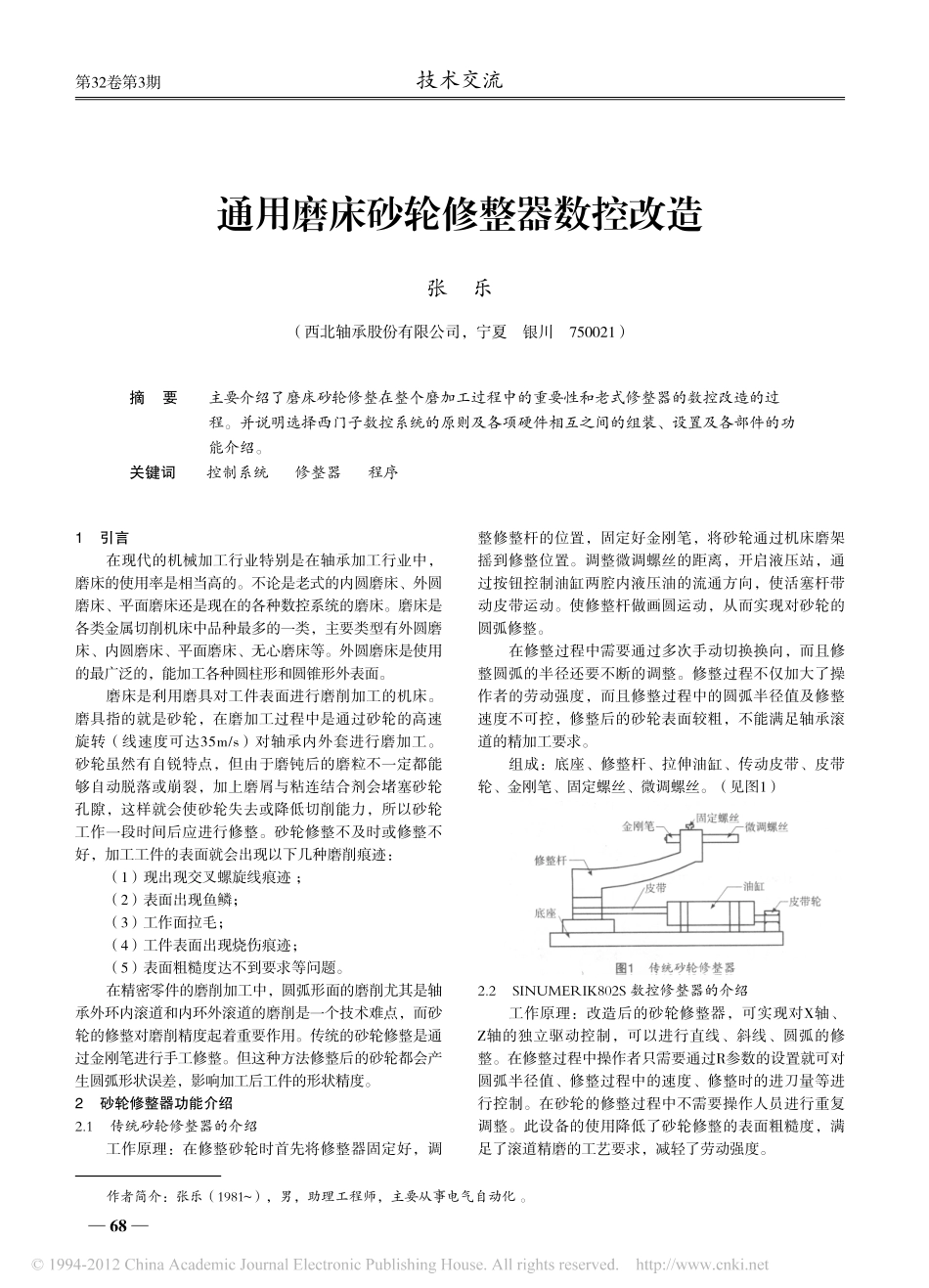
调整微调螺丝的距离,开启液压站,通过按钮控制油缸两