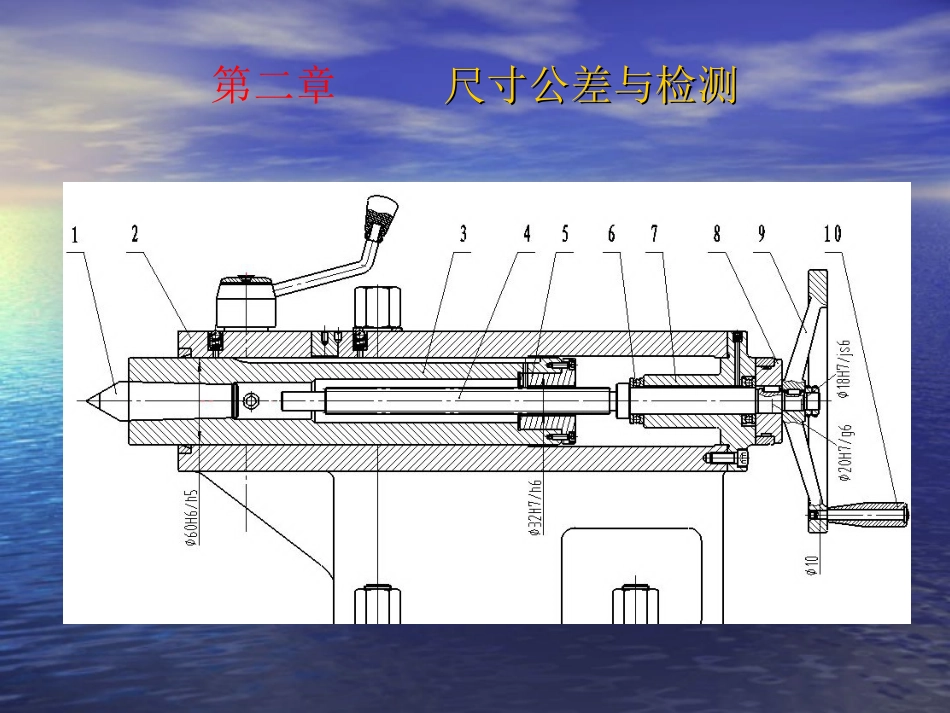
公差配合与技术测量公差配合与技术测量第二章尺寸公差与检测第二章尺寸公差与检测尺寸公差与检测第二章尺寸公差与检测尺寸公差与检测•一、尺寸与孔和轴•零件的配合均被认为是孔与轴的配合•孔与轴的定义:•1、轴(d)•狭义——零件的外圆柱表面•广义——具有被包容表面的零件(不一定是圆),被包容面外没有材料
第二章尺寸公差与检测尺寸公差与检测•2、孔(D)•狭义——零件的内圆柱表面•广义——具有包容表面的零件(不一定是圆),包容面内没有材料
•从广义上来看,轴中有孔,孔中有轴
第二章尺寸公差与检测尺寸公差与检测第二章尺寸公差与检测尺寸公差与检测•3、尺寸•(1)尺寸——用特定单位表示长度值的数字(机械工程默认的单位是mm)
•(2)基本尺寸(名义尺寸、公称尺寸)•——是经过强度及刚度校核和结构设计而确定、按优先数系选取的理论值
第二章尺寸公差与检测尺寸公差与检测•(3)实际尺寸——加工后通过测量而获得的尺寸
•由于误差的影响,同一表面不同部位的实际尺寸是不相同的,实际尺寸不是一个真值
•4)极限尺寸——允许尺寸变化的两个界限值,以基本尺寸为参数确定
(Dmin或dmin;Dmax或dmax)第二章尺寸公差与检测尺寸公差与检测•二、偏差、公差及公差带•1、尺寸偏差——给定尺寸减去基本尺寸所得的代数差•极限偏差——极限尺寸减去基本尺寸所得的代数差
如:•上偏差(ES或es)100
06-100=0
06•下偏差(EI或ei)99
90-100=-0
10第二章尺寸公差与检测尺寸公差与检测•2、实际偏差(统称误差)•——实际尺寸减去基本尺寸所得的代数差如:•100
038–100
038•100–100=0•99
90–100=-0
10•实际偏差与公差不同,•可以为:正值,零值,负值
第二章尺寸公差与检测尺寸公差与检测•零件合格的基本条件•孔:Dmin≤Da≤Dmax;EI≤Ea