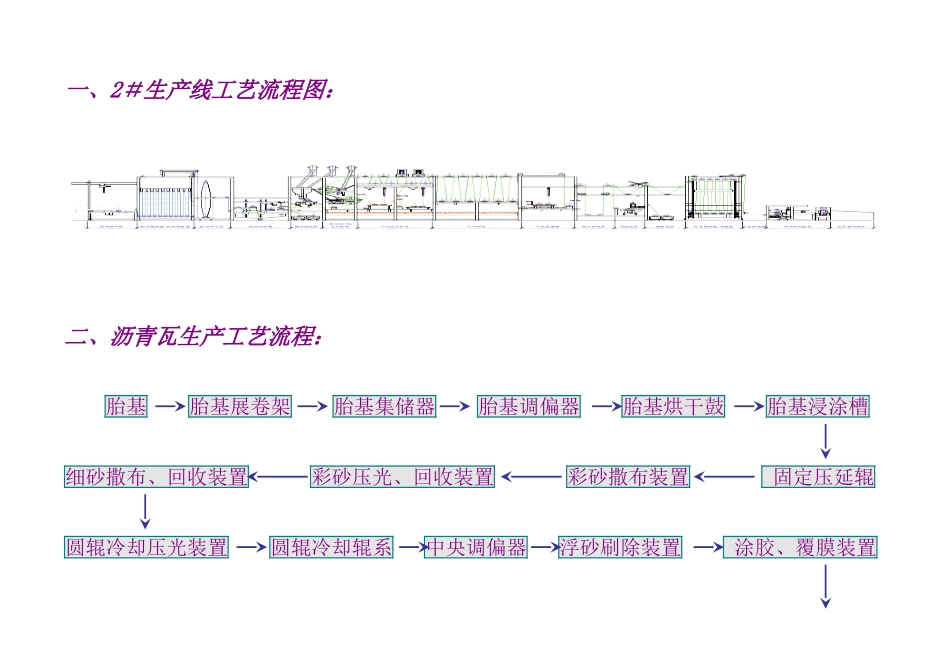
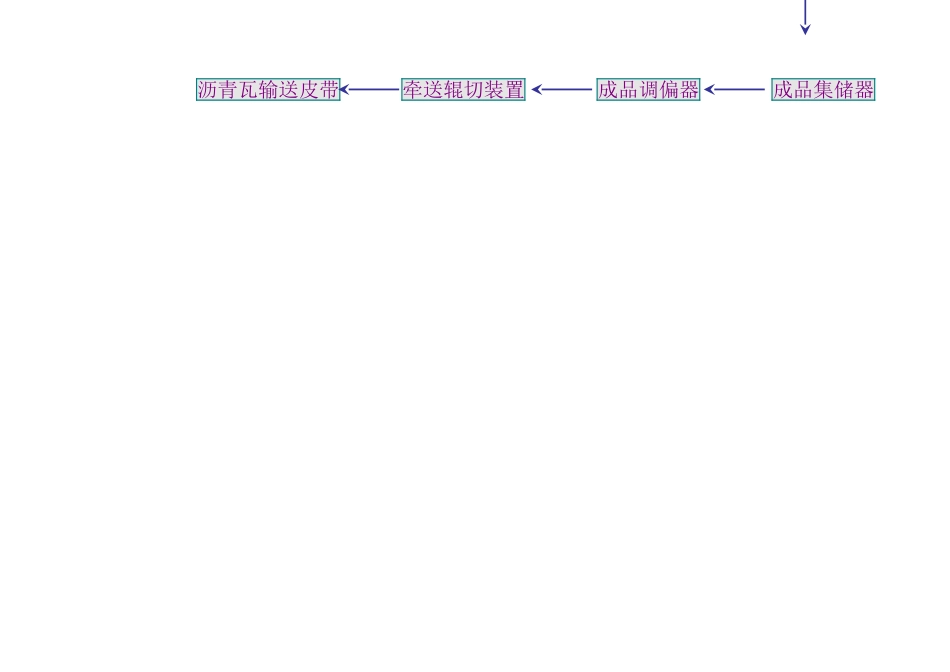
一、2#生产线工艺流程图:二、沥青瓦生产工艺流程:胎基胎基展卷架胎基集储器胎基调偏器胎基烘干鼓胎基浸涂槽细砂撒布、回收装置彩砂压光、回收装置彩砂撒布装置固定压延辊圆辊冷却压光装置圆辊冷却辊系中央调偏器浮砂刷除装置涂胶、覆膜装置沥青瓦输送皮带牵送辊切装置成品调偏器成品集储器三、成型线关键设备的特点1、胎基集储器:贮存胎基,为胎基接头提供足够的时间,避免接头停车产生废品
2、胎基烘干鼓:烘掉胎体内的潮气,避免卷材内产生气泡,保障产品质量
3、电动调偏器(胎体调偏器、中央调偏器、成品调偏器):调正胎基和卷材走向,保证卷材的直线度,避免卷材跑偏产生废品
4、胎基浸涂装置:4
1主送辊:牵送涂胶的胎基,同时保证胎基在卷材中的正确位置(胎基偏上,此辊向下调;反之向上调)
2半圆式固定压延辊:调控卷材的厚度,固定压延辊做成半圆式是为了使卷材胶面与辊的接触面成线状,有利于提高胶面的光滑度
3浸涂合一的棱筯牵送技术:浸、涂槽内采用一个电机驱动,各主动辊再设置不同规格数量的棱筯找回转差,有效的解决了此处张力过大拉窄胎基的问题,同时又提高了电机的工作效率
5、悬浮水冷装置(生产有胎双面膜卷材时,经过此装置):采用支撑式雾化水冷技术,克服了原水面冷却恒张力运动造成的:胶粘时热态卷材离开水面,无法冷却,只好停车回配的现象
实现了高车速工况下未凝胶面与拖辊面的有效隔离,且张力可随时调节,缩短了设备与配方之间的距离(即胶粘时也能生产)
6、链排冷却装置(生产无胎自粘卷材时,经过此装置):零张力链排冷却定型传送系统,以实现卷材无张力运行,使其厚度均匀,表面平整
6、撒布料及覆膜装置:包括彩砂、细砂提升机,分配器辊(保证均匀撒布)和电动调偏车(及时调正覆面膜)
7、冷却压光装置:由φ800和φ400的内冷辊系组成,目的是加大接触面积,保障卷材冷却压光效果
8、厚度自动控制装置:由已定型卷材厚度检测仪