1第3章物位测量仪表3
1液位测量仪表的故障判断3
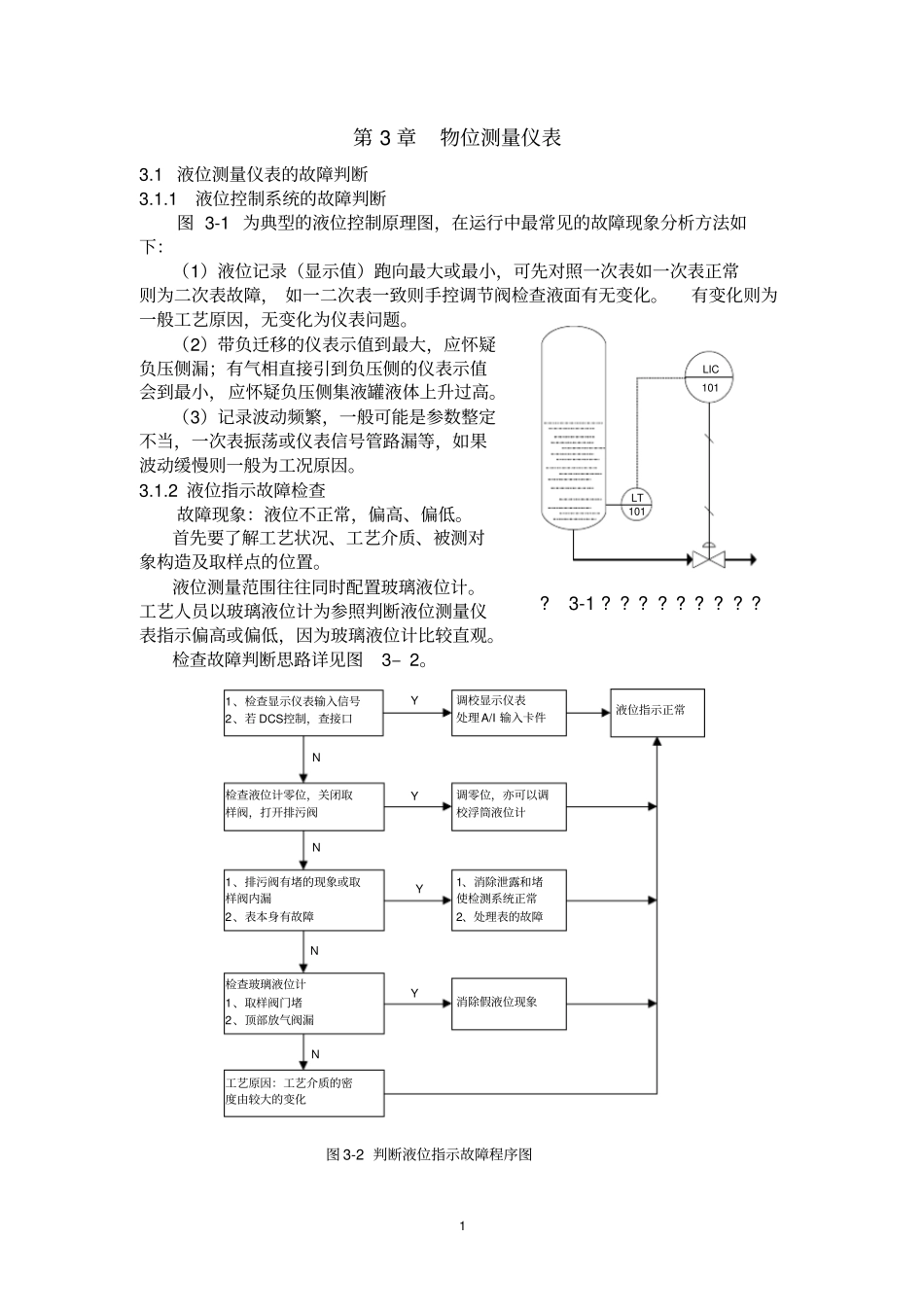
1液位控制系统的故障判断图3-1为典型的液位控制原理图,在运行中最常见的故障现象分析方法如下:(1)液位记录(显示值)跑向最大或最小,可先对照一次表如一次表正常则为二次表故障,如一二次表一致则手控调节阀检查液面有无变化
有变化则为一般工艺原因,无变化为仪表问题
(2)带负迁移的仪表示值到最大,应怀疑负压侧漏;有气相直接引到负压侧的仪表示值会到最小,应怀疑负压侧集液罐液体上升过高
(3)记录波动频繁,一般可能是参数整定不当,一次表振荡或仪表信号管路漏等,如果波动缓慢则一般为工况原因
2液位指示故障检查故障现象:液位不正常,偏高、偏低
首先要了解工艺状况、工艺介质、被测对象构造及取样点的位置
液位测量范围往往同时配置玻璃液位计
工艺人员以玻璃液位计为参照判断液位测量仪表指示偏高或偏低,因为玻璃液位计比较直观
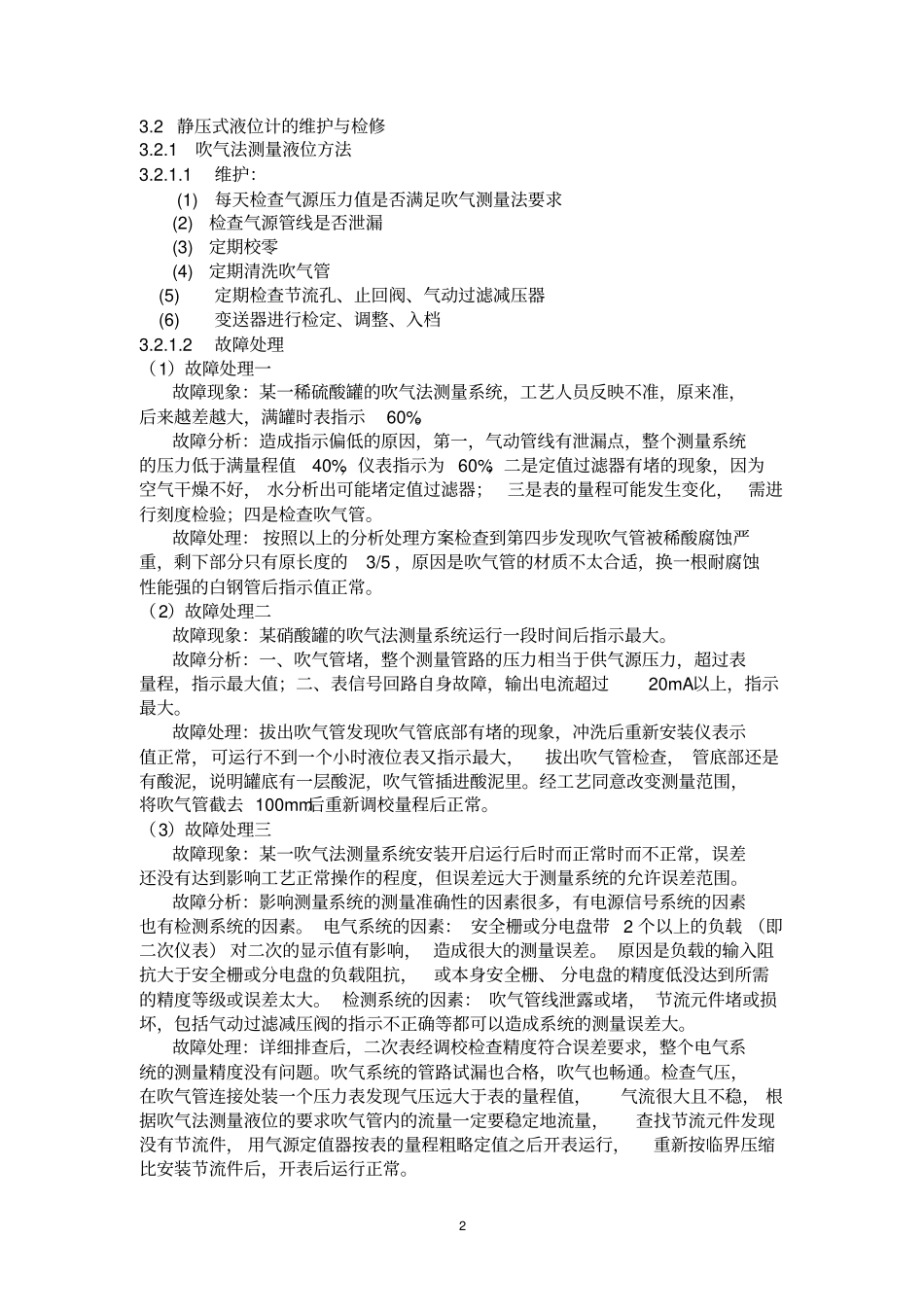
检查故障判断思路详见图3–2
1、检查显示仪表输入信号2、若DCS控制,查接口检查液位计零位,关闭取样阀,打开排污阀调校显示仪表处理A/I输入卡件调零位,亦可以调校浮筒液位计1、排污阀有堵的现象或取样阀内漏2、表本身有故障1、消除泄露和堵使检测系统正常2、处理表的故障检查玻璃液位计1、取样阀门堵2、顶部放气阀漏消除假液位现象工艺原因:工艺介质的密度由较大的变化液位指示正常YYYYNNNN图3-2判断液位指示故障程序图101101
LICLT23
2静压式液位计的维护与检修3
1吹气法测量液位方法3
1维护:(1)每天检查气源压力值是否满足吹气测量法要求(2)检查气源管线是否泄漏(3)定期校零(4)定期清洗吹气管(5)定期检查节流孔、止回阀、气动过滤减压器(6)变送器进行检定、调整、入档3
2故障处理(1)故障处理一故障现象:某一稀硫酸罐的吹气法测量系统,工艺人员反映不