052气体保护焊等离子弧焊与切割1-20第五章气体保护焊等离子弧焊与切割第三节熔化极气体保护焊熔化极气体保护焊是应用最广泛的焊接方法之一
焊条电弧焊,熔化极气体保护焊以及钨极氩弧焊已经成为机械行业必备的焊接工艺方法
其中,气体保护焊以其生产效率高,焊接质量好,操作简单,成本最低而得到极其广泛的应用
可以说,如果掌握了熔化极气体保护焊技术特别是短路过渡气体保护焊技术,就能在机械制造企业立足
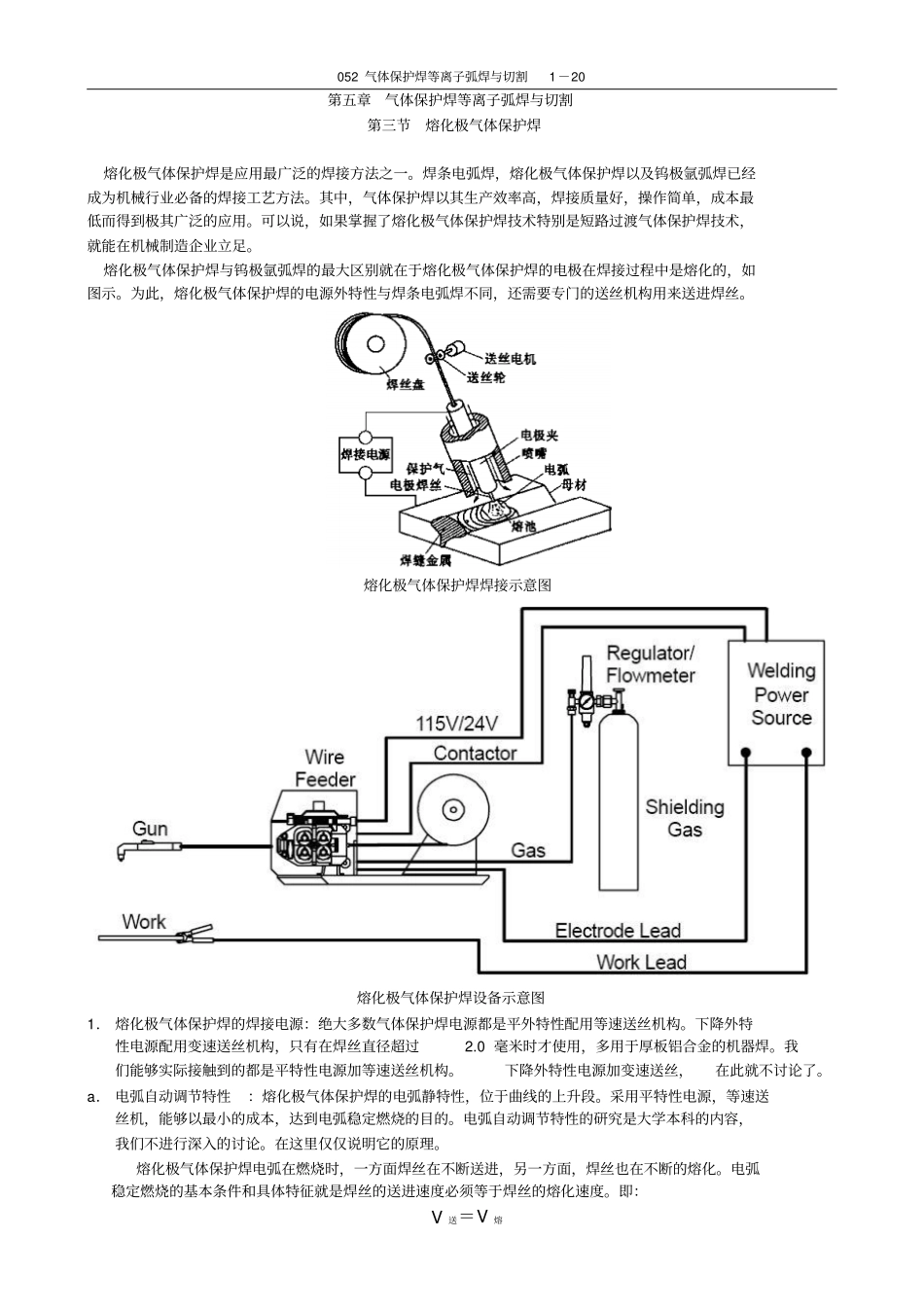
熔化极气体保护焊与钨极氩弧焊的最大区别就在于熔化极气体保护焊的电极在焊接过程中是熔化的,如图示
为此,熔化极气体保护焊的电源外特性与焊条电弧焊不同,还需要专门的送丝机构用来送进焊丝
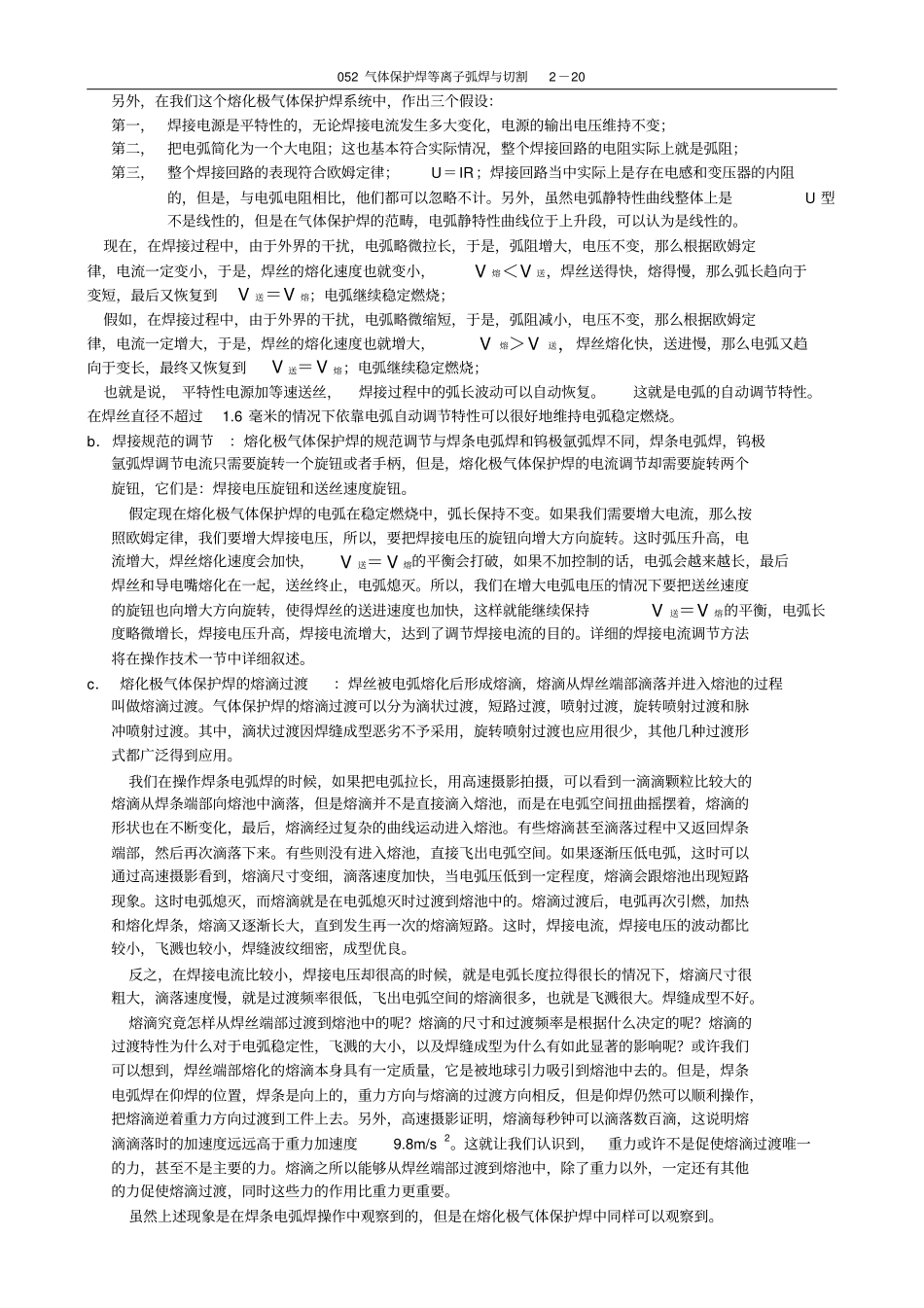
熔化极气体保护焊焊接示意图熔化极气体保护焊设备示意图1.熔化极气体保护焊的焊接电源:绝大多数气体保护焊电源都是平外特性配用等速送丝机构
下降外特性电源配用变速送丝机构,只有在焊丝直径超过2
0毫米时才使用,多用于厚板铝合金的机器焊
我们能够实际接触到的都是平特性电源加等速送丝机构
下降外特性电源加变速送丝,在此就不讨论了
a.电弧自动调节特性:熔化极气体保护焊的电弧静特性,位于曲线的上升段
采用平特性电源,等速送丝机,能够以最小的成本,达到电弧稳定燃烧的目的
电弧自动调节特性的研究是大学本科的内容,我们不进行深入的讨论
在这里仅仅说明它的原理
熔化极气体保护焊电弧在燃烧时,一方面焊丝在不断送进,另一方面,焊丝也在不断的熔化
电弧稳定燃烧的基本条件和具体特征就是焊丝的送进速度必须等于焊丝的熔化速度
即:V送=V熔052气体保护焊等离子弧焊与切割2-20另外,在我们这个熔化极气体保护焊系统中,作出三个假设:第一,焊接电源是平特性的,无论焊接电流发生多大变化,电源的输出电压维持不变;第二,把电弧简化为一个大电阻;这也基本符合实际情况,整个焊接回路的电阻实际上就是弧阻;第三,整个焊接回路的表现符合欧姆定律;U=IR;焊