1轨道板生产施工工艺工法QB/ZTYJGYGF-GD-0201-2011哈大项目经理部徐劲翔王齐孙勇1前言1
1工艺工法概况CRTSI型轨道板按照弹性地基上“梁—板”理论进行结构设计,其结构、原材料考虑抗冻性、耐久性、高频谐振轨道电路与综合接地等要求
轨道板设计采用C60混凝土,后张法双向预应力体系,板厚200mm,宽2400mm,主要规格有P4962、P3685、P4856、P4856A等,预制工艺复杂、精度要求高
在国内,CRTSI型轨道板采用工厂化生产的工艺工法于2009年开始在哈大客运专线大规模运用
2工艺原理本着先进合理、经济适用、符合现场实际的原则,按照模具清理、钢筋加工绑扎、混凝土灌筑、蒸汽养生、张拉封锚、水池养生、成品检测、轨道板存放等工序进行轨道板的生产
生产过程中,通过加强科研攻关,优化作业环节,提高轨道板的预制精度和质量
2工艺工法特点2
1施工工艺较复杂,精度控制要求高
2采用自动温控设备控制轨道板蒸汽养护温度,提高了养护质量
3采用自动张拉设备进行预应力钢棒的张拉,提高了作业精度和工效
4工序作业时间紧凑,模具的周转利用率高
3适用范围本工法适用于CRTSI型轨道板的生产
4主要引用标准4
1《客运专线铁路CRTSI型板式无砟轨道混凝土轨道板暂行技术条件》(科技基[2008]74号)4
2《铁路混凝土工程施工质量验收标准》(TB10424-2010)4
3《客运专线高性能混凝土暂行技术条件》(科技基[2005]101号)5施工方法2轨道板预制按照工厂化生产模式分工序进行,模具清理及套管安装、钢筋加工、骨架入模调整及合模、混凝土灌注、蒸汽养生、脱模、张拉、封锚、水池养生等主要工序均在车间室内进行,厂外进行成品检测和轨道板存放
6工艺流程及操作要点6
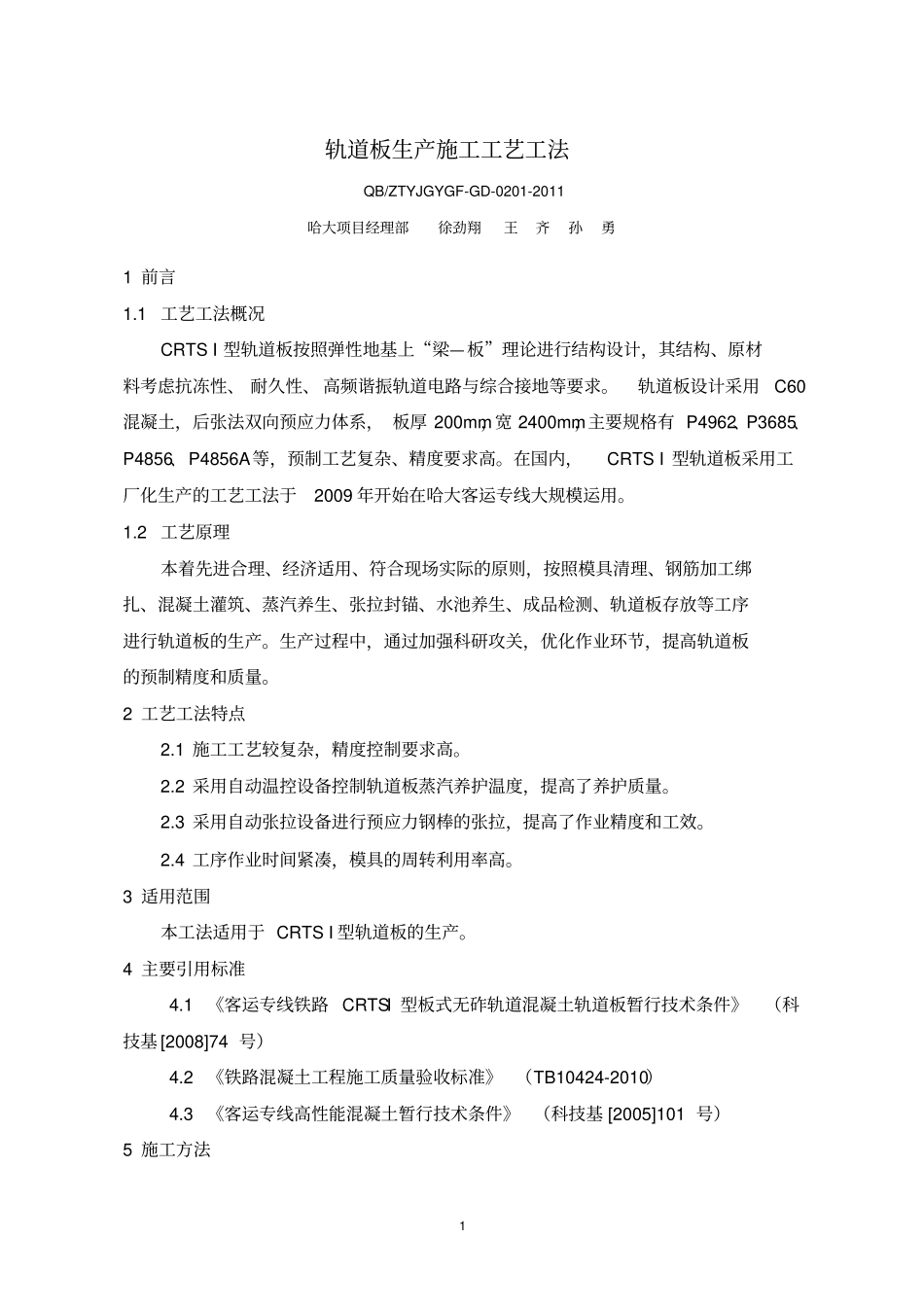
1施工工艺流程CRTSI型轨道板生产工艺流程见图1
图1轨道板生产工艺流程图6