电子工艺文件共21页共1册文件名称:《光通信设备通用手工装配工艺》文件编号:GTXT-001拟制:审核:批准:年月日天津光电通信技术有限公司光通信事业部底图总号日期签名旧底图总号一、电子装配常用工具使用工艺:常用工具类别基本说明注意事项简单示意图例螺钉旋具(俗称螺丝刀)手动中最常用的为一字形螺钉旋具和十字形螺钉旋具,选用时,应使旋具头部的长短和宽窄与螺钉槽相适应
若旋具头部宽度超过螺钉槽的长度,在旋沉头螺钉时容易损坏安装件的表面;若头部宽度过小,则不但不能将螺钉旋紧,还容易损坏螺钉槽
头部的厚度比螺钉槽过厚或过薄也不好,通常取旋具刃口的厚度为螺钉槽宽度的0
根据不同需求,使用不同规格旋具
①使用一字形或十字形螺钉旋具时,用力要平稳,压和拧要同时进行
此外旋具还不应斜插在螺钉槽内使用
②切不可把一字形螺钉旋具当凿子使用
③使用手持螺钉旋具时要握住旋具刀柄,并保证角度稳定,确定正确旋转方向后再使用
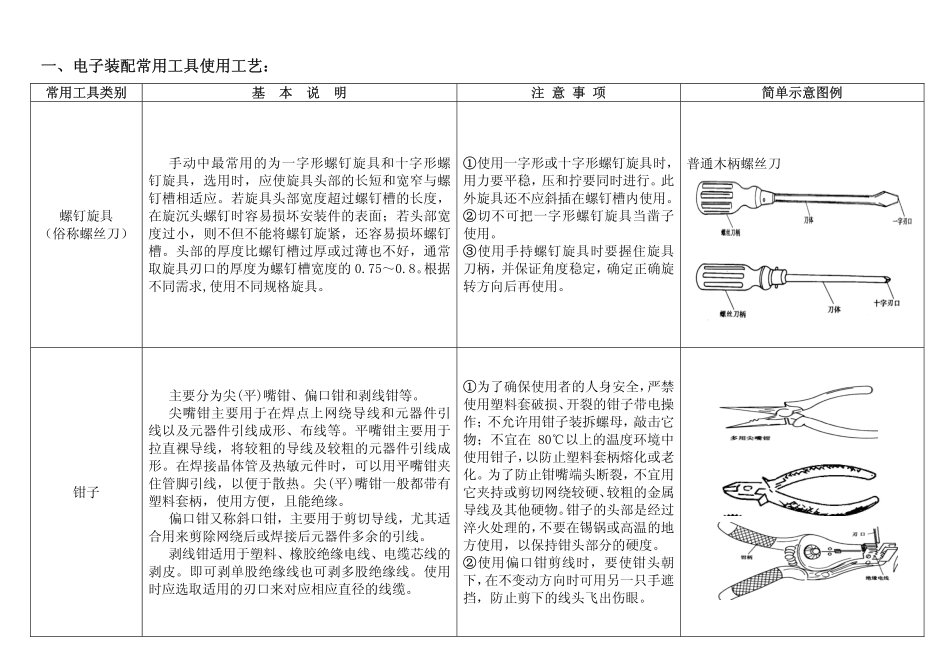
普通木柄螺丝刀钳子主要分为尖(平)嘴钳、偏口钳和剥线钳等
尖嘴钳主要用于在焊点上网绕导线和元器件引线以及元器件引线成形、布线等
平嘴钳主要用于拉直裸导线,将较粗的导线及较粗的元器件引线成形
在焊接晶体管及热敏元件时,可以用平嘴钳夹住管脚引线,以便于散热
尖(平)嘴钳一般都带有塑料套柄,使用方便,且能绝缘
偏口钳又称斜口钳,主要用于剪切导线,尤其适合用来剪除网绕后或焊接后元器件多余的引线
剥线钳适用于塑料、橡胶绝缘电线、电缆芯线的剥皮
即可剥单股绝缘线也可剥多股绝缘线
使用时应选取适用的刃口来对应相应直径的线缆
①为了确保使用者的人身安全,严禁使用塑料套破损、开裂的钳子带电操作;不允许用钳子装拆螺母,敲击它物;不宜在80℃以上的温度环境中使用钳子,以防止塑料套柄熔化或老化
为了防止钳嘴端头断裂,不宜用它夹持或剪切网绕较硬、较粗的金属导线及其他硬物
钳子的头部是经过淬火处理