CO2气体保护焊机的机器人接口在现代产业中,机器人被大量使用,弧焊机器人作为产业机器人的重要成员,在近几年得到迅速发展
而与其相配套的CO2气保焊机和点焊机,在电子方面的结合也有了多种形式
弧焊机器人是产业机器人和弧焊电源有机结合的高度自动化、智能化的柔性焊接系统,两者的结合既有机械的,也有电子的
对于CO2气保焊机而言,机械方面的结合主要是焊枪和机械手的连接;电子方面的结合是通过焊机的机器人接口实现对焊机的控制和采集焊接过程的信息
CO2气体保护焊机的机器人接口要实现三种功能:1
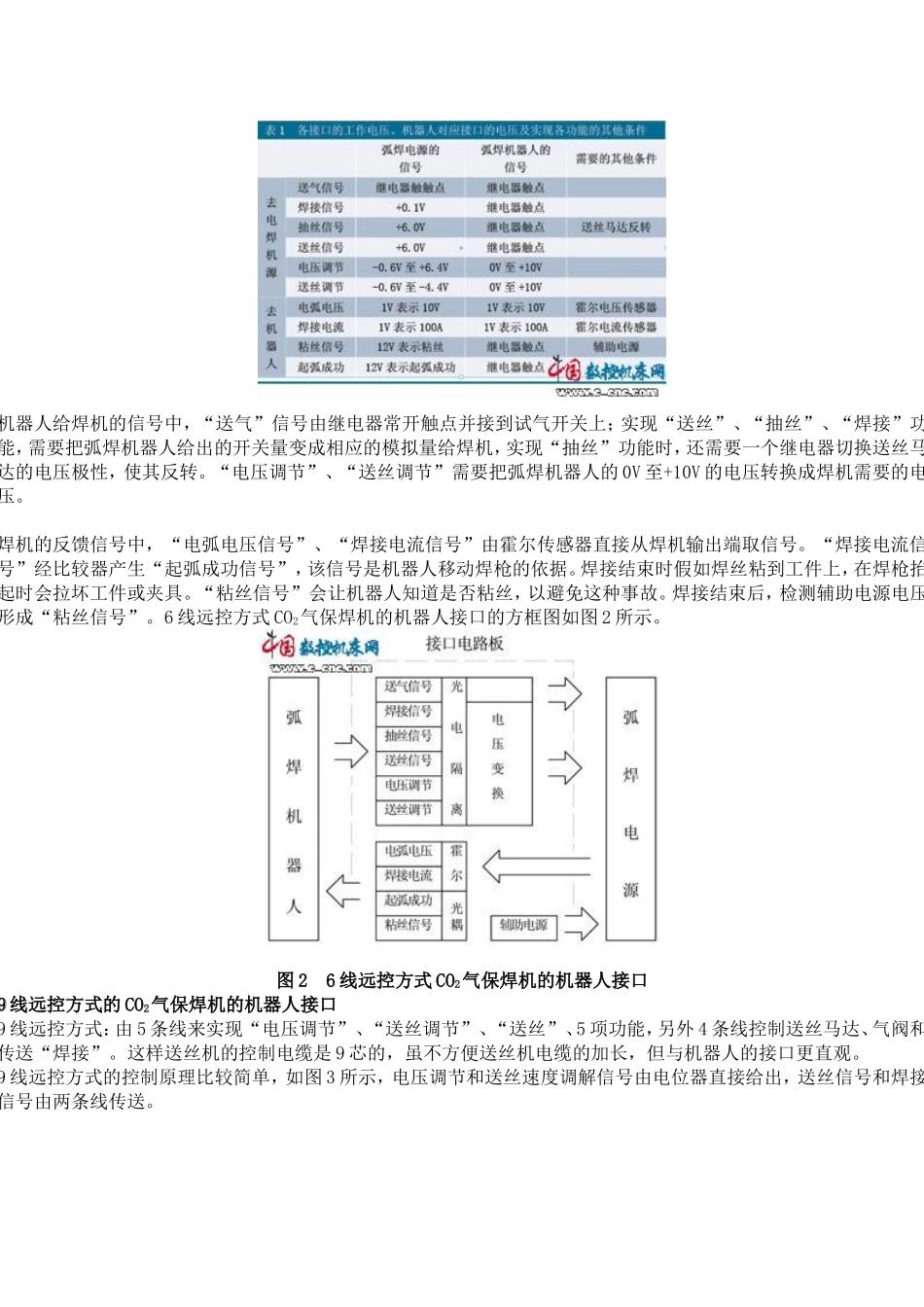
对焊机状态的控制:送气、送丝、抽丝和焊接
对焊接参数的控制:输出电压控制、送丝速度控制,有的焊机还有电子电抗器的控制
焊机给机器人的反馈信号:起弧成功信号、电弧电压信号、焊接电流信号和粘丝信号
全数字化的焊机和机器人通讯一般都采用标准的串行接口,如RS232等
有些焊机带有专门的自动焊接口
下面将主要讨论,怎样在普通的远控接口上加装弧焊机器人的接口
国内CO2气保焊机远控接口种类繁多,但数目较多、有代表性的有三种:6线远控方式、9线远控方式、14线远控方式
6线远控方式CO2气保焊机的机器人接口6线远控方式:由3条线来实现电压调节、送丝调节、送丝和焊接,另外3条线控制送丝马达和气阀
这样送丝机的控制电缆可用6芯的,与老式的9线远控比,送丝机电缆的加长更方便
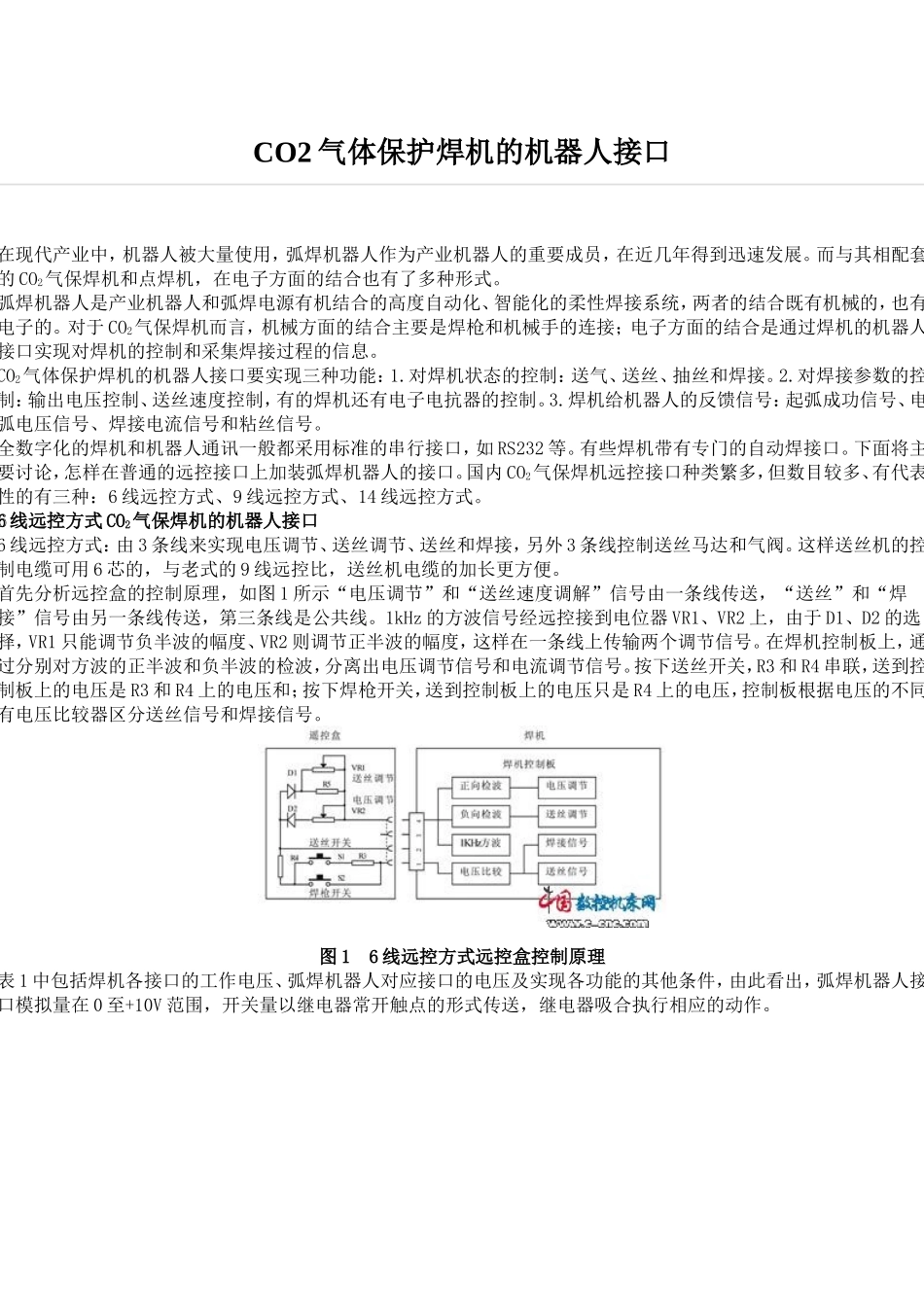
首先分析远控盒的控制原理,如图1所示“电压调节”和“送丝速度调解”信号由一条线传送,“送丝”和“焊接”信号由另一条线传送,第三条线是公共线
1kHz的方波信号经远控接到电位器VR1、VR2上,由于D1、D2的选择,VR1只能调节负半波的幅度、VR2则调节正半波的幅度,这样在一条线上传输两个调节信号
在焊机控制板上,通过分别对方波的正半波和负半波的检波,分离出电压调节信号和电流调节信号
按下送丝开关,R3和R4串联,送到控制板上的电压是