3检验前需先确认所使用工作平台清洁及配带清洁手套
7、、、、不合格判定项目描述与示意图不合格判定项目描述与示意图不合格判定项目描述与示意图不合格判定项目描述与示意图::::全部详见附页全部详见附页全部详见附页全部详见附页
3次要缺点(MinorDefect):系指单位缺点之使用性能,实质上并无降低其实用性,且仍能达到所期望目的,一般为外观或机构组装上之差异,以MI表示之
6、、、、检验前的准备检验前的准备检验前的准备检验前的准备::::6
1检验条件:室内照明500LUX以上,必要时以(4倍以上)放大照灯检验确认
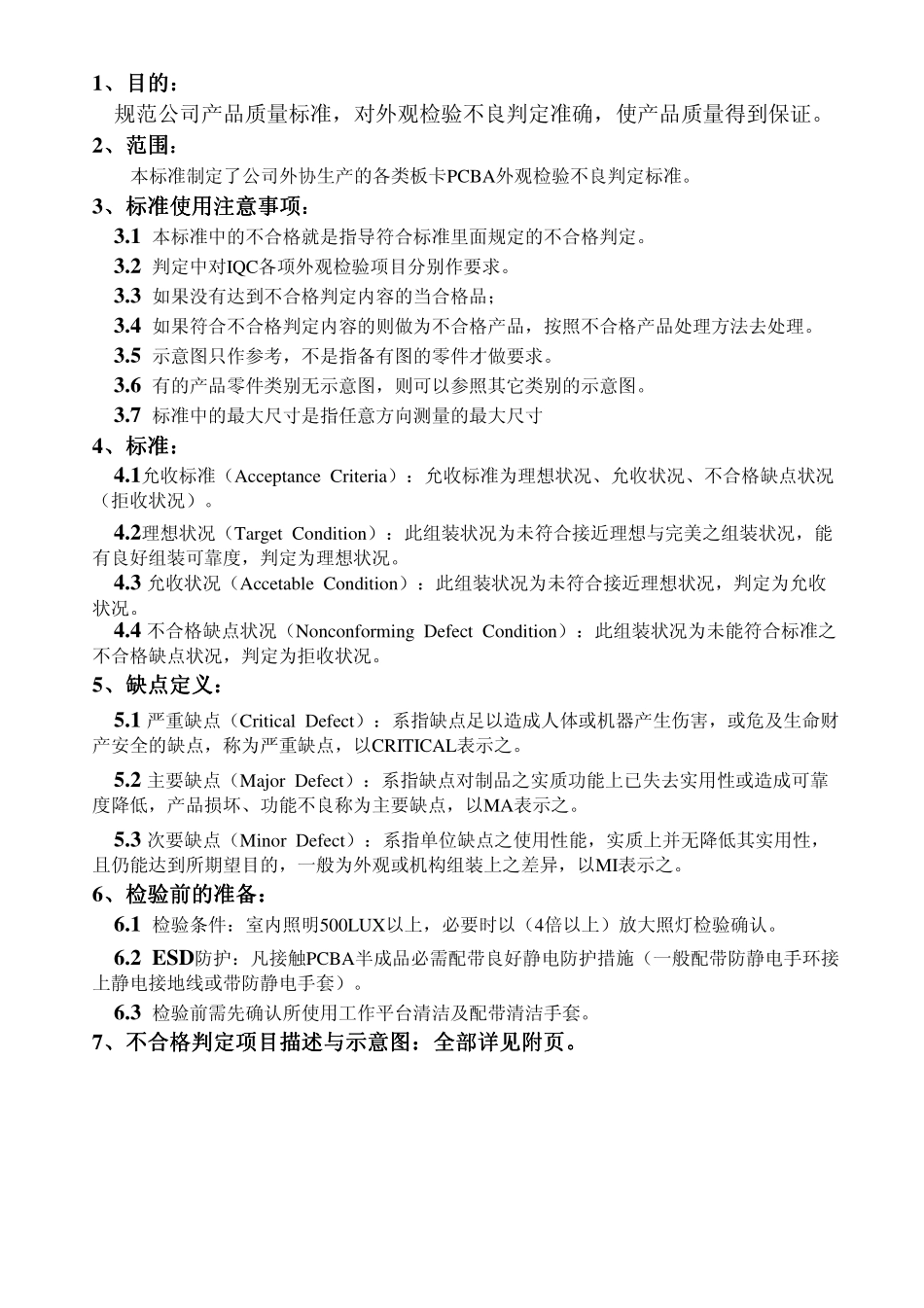
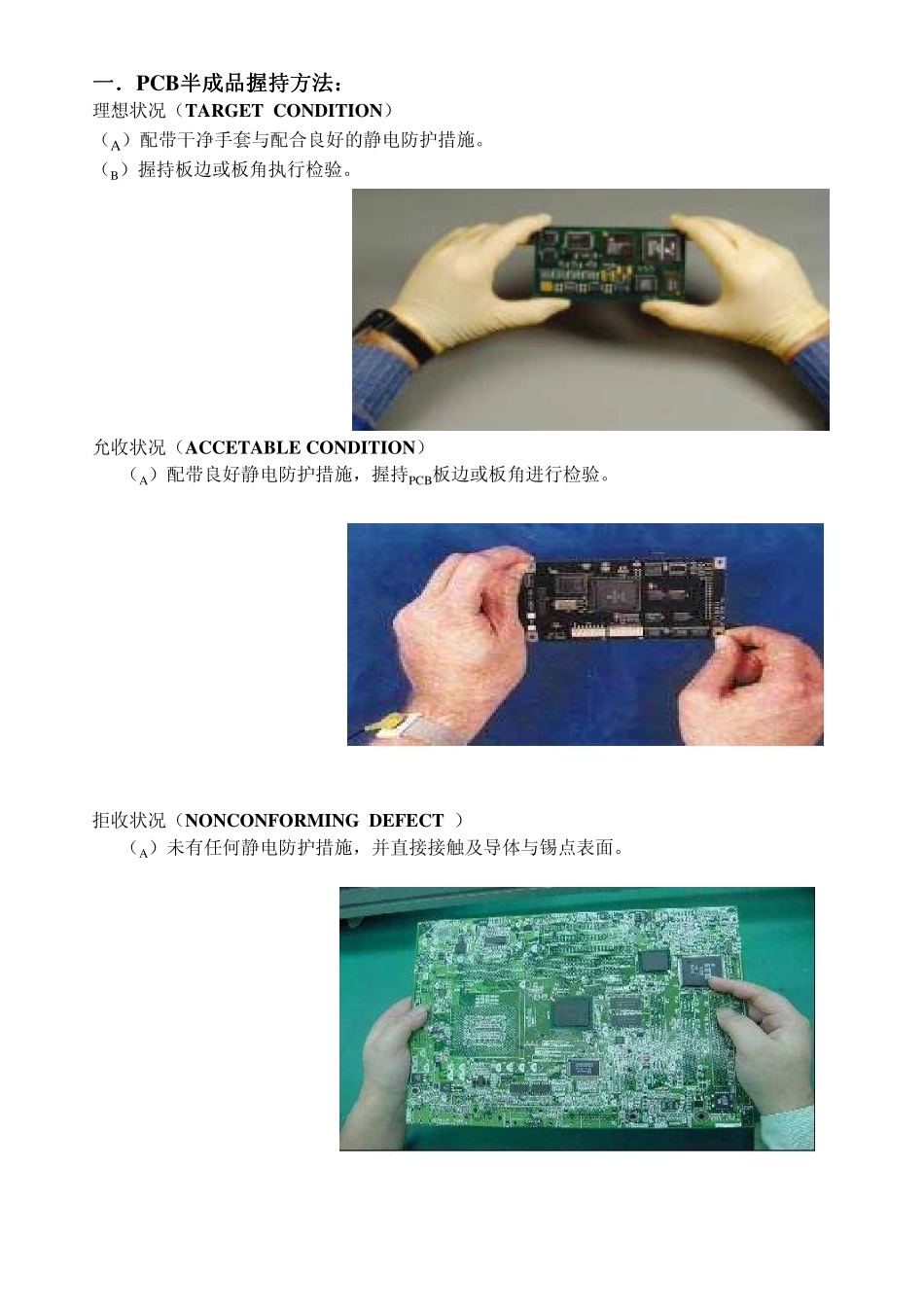
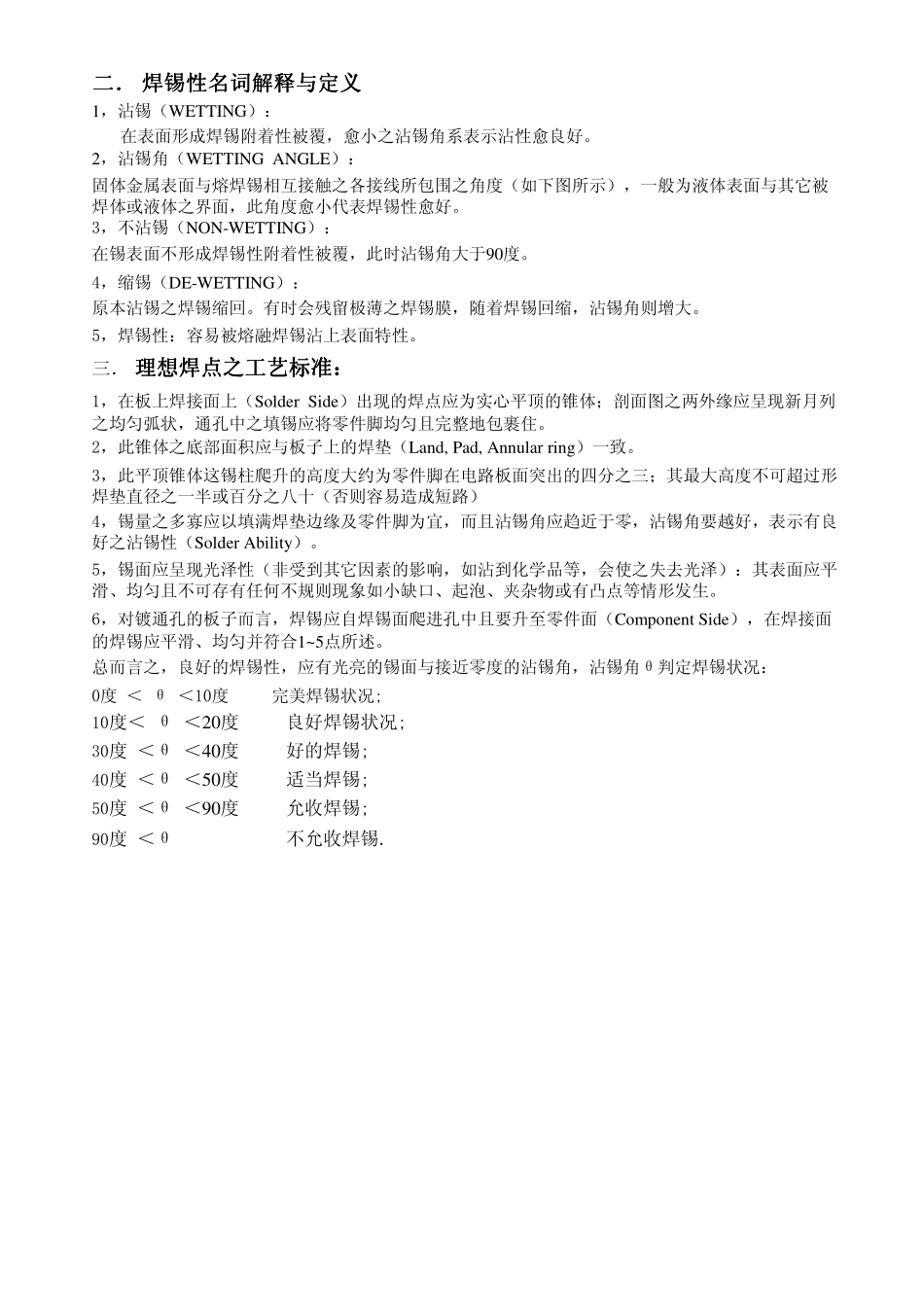
2ESD防护:凡接触PCBA半成品必需配带良好静电防护措施(一般配带防静电手环接上静电接地线或带防静电手套)
4不合格缺点状况(NonconformingDefectCondition):此组装状况为未能符合标准之不合格缺点状况,判定为拒收状况
5、、、、缺点定义缺点定义缺点定义缺点定义::::5
1严重缺点(CriticalDefect):系指缺点足以造成人体或机器产生伤害,或危及生命财产安全的缺点,称为严重缺点,以CRITICAL表示之
2主要缺点(MajorDefect):系指缺点对制品之实质功能上已失去实用性或造成可靠度降低,产品损坏、功能不良称为主要缺点,以MA表示之
4、、、、标准标准标准标准::::4
1允收标准(AcceptanceCriteria):允收标准为理想状况、允收状况、不合格缺点状况(拒收状况)
2理想状况(TargetCondition):此组装状况为未符合接近理想与完美之组装状况,能有良好组装可靠度,判定为理想状况
3允收状况(AccetableCondition):此组装状况为未符合接近理想状况,判定为允收状况
4如果符合不合格判定内容的则做为不合格产品,按照不合格产品处理方法去处理