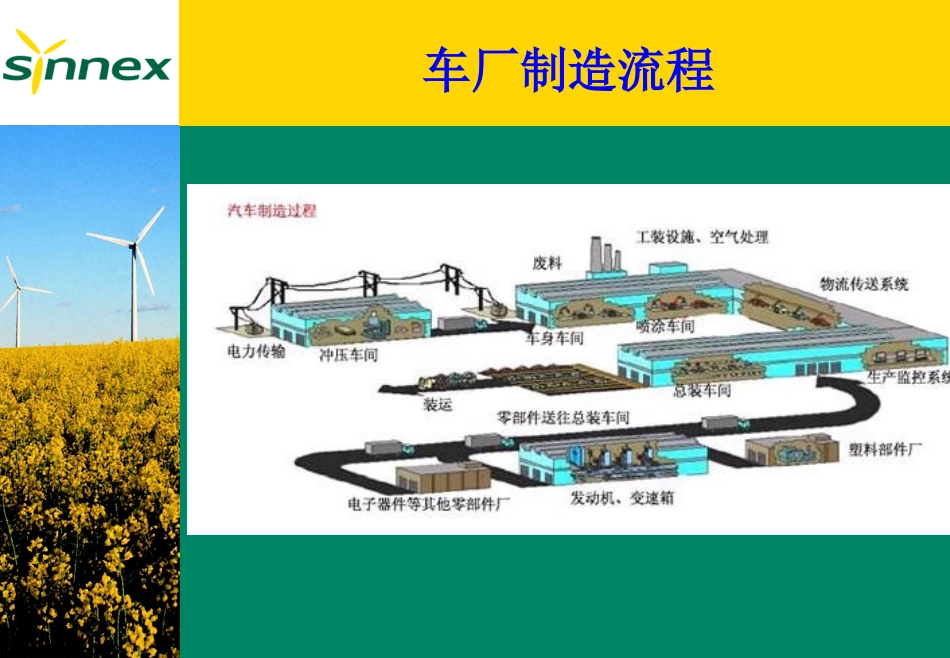
汽车厂涂装线用油SYNNEXOIL森帝润滑May23,2010车厂制造流程•车厂涂装分为底涂、中涂和面涂•底涂前需进行前处理(酸洗脱脂/磷化)•底涂后烘干,再进行中涂,烘干后再进行面涂(又可分涂一,涂二)•喷漆室分为干式、水旋喷漆室、水帘喷漆室等•大型烘干室•各种输送设备(输送链条)•车厂涂装分为底涂、中涂和面涂•底涂前需进行前处理(酸洗脱脂/磷化)•底涂后烘干,再进行中涂,烘干后再进行面涂(又可分涂一,涂二)•喷漆室分为干式、水旋喷漆室、水帘喷漆室等•大型烘干室•各种输送设备(输送链条)车厂涂装•阴极电泳设备运用于汽车车架、汽车底盘、驾驶室的涂装生产线上•我国于1976年开始阴极电泳涂漆的研究
第一代阴极电泳涂料由当时的兵器部五四研究所(现改为五九所)于1979年首先研制成功,随后化工部涂料所(现常州涂料化工研究院)、上海涂料所以及沈阳、北京、天津等大中型造漆厂也做了大量阴极电泳涂料的开发研制工作
在“六五”期间我国涂料工业从日本、澳大利亚和英国引进了阴极电泳涂料制造技术和涂料技术
前几年我国先后从美国、德国、意大利等国引进先进涂料技术和涂装设备
•阴极电泳设备运用于汽车车架、汽车底盘、驾驶室的涂装生产线上•我国于1976年开始阴极电泳涂漆的研究
第一代阴极电泳涂料由当时的兵器部五四研究所(现改为五九所)于1979年首先研制成功,随后化工部涂料所(现常州涂料化工研究院)、上海涂料所以及沈阳、北京、天津等大中型造漆厂也做了大量阴极电泳涂料的开发研制工作
在“六五”期间我国涂料工业从日本、澳大利亚和英国引进了阴极电泳涂料制造技术和涂料技术
前几年我国先后从美国、德国、意大利等国引进先进涂料技术和涂装设备
车厂涂装技术-阴极电泳涂漆•第一条现代化流水生产的汽车车身阴极电泳涂装生产线于1986年7月在第一汽车制造厂车身厂投产
随后第二汽车制造厂和济南车身阴极电泳线相继投产,在我国