文件编号:文版本:B页版本:00总页数:8页SMT生产管理控制程序文件的修改履历修改页次修改章节修订版本修订细节生效日期修订前修订后制定:审核:批准:签名:签名:签名:文件编号制定日期文版本:B页版本:00页次第2页,共8页文件名称:SMT生产管理控制程序1
1为使《生产计划》有效落实执行,确保团队人员之间高效有序运作,激发员工士气,保质、保量、保时交货,满足客户及公司发展之需求
0适用范围2
1适用于本公司SMT生产管理运作
1计划部:负责根据上料、实际生产进度进行协调和调控前后工序的衔接匹配及岀货安排,保证前后工序因材料、半成品、设备、仪器产能的不匹配,所导致的停工待料浪费成本
2生产部:负责依据《生产计划》,相关作业指导书和标准合理安排生产,及时跟进生产进度,及时解决生产中出现的异常,及时与计划保持良好的沟通,保质、保量、准时完成生产计划和岀货计划
3工程部:负责及时制定相关作业指导书和操作标准,及时指导和培训生产过程中的相关作业员
负责生产制程及岀货因工艺批量性的异常分析、处理工作
4品质部:负责生产制程中品质标准的制定、培训、实施
负责生产制程中的产品检验、监督、稽核控制工作
负责主导生产制程中品质异常的跟进、分析及对策的效果验证
5资材部:负责根据生产通知、生产计划、生产部和PC提供的相关信息备料、发料、补退料
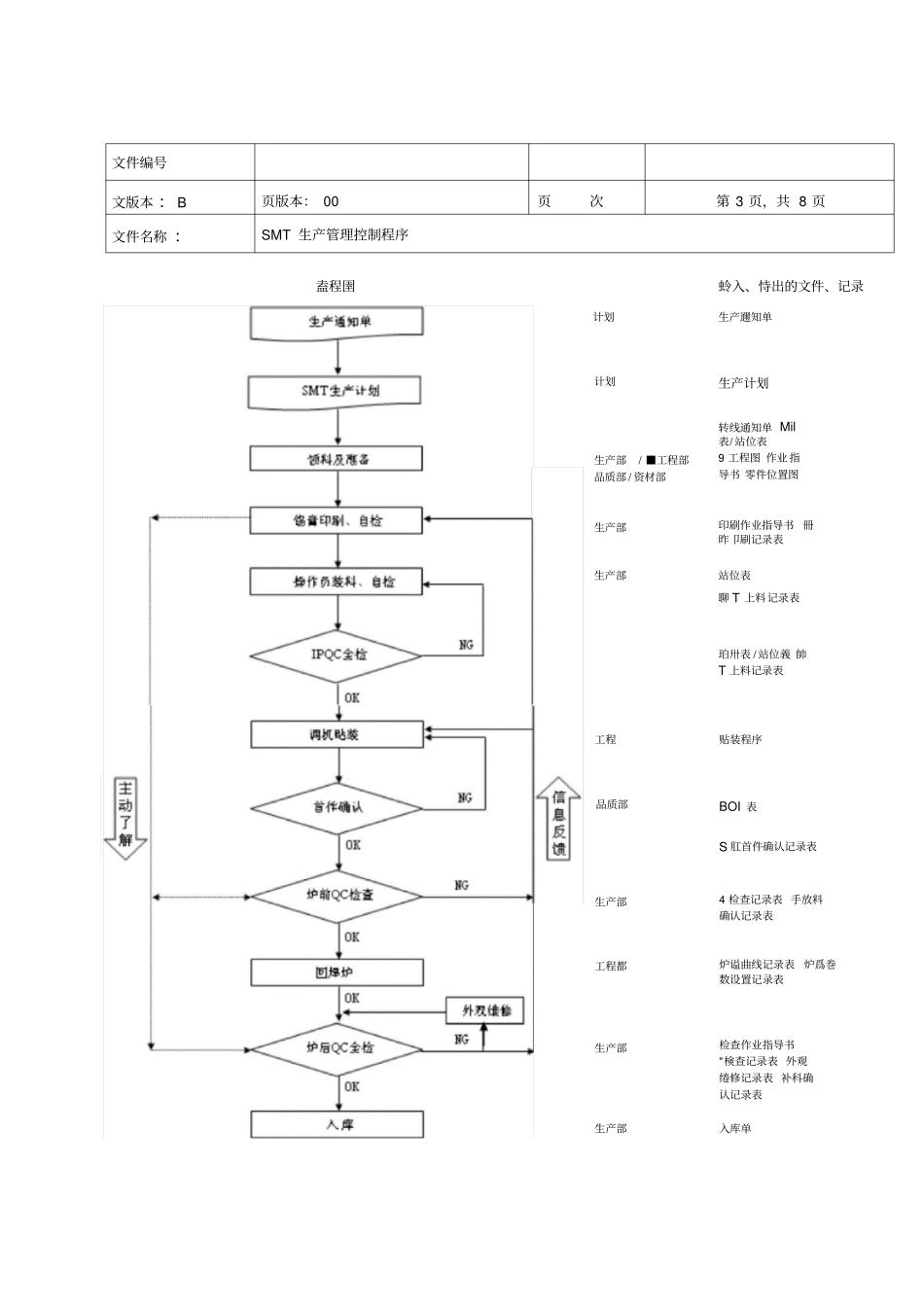
0流程/内容5
1流程图:文件编号文版本:B页版本:00页次第3页,共8页文件名称:SMT生产管理控制程序蛉入、恃出的文件、记录盍程圉生产部生产部工程品质部生产部计划计划生产部/■工程部品质部/资材部工程都生产部生产部生产邇知单生产计划转线通知单Mil表/站位表9工程图作业指导书零件位置图印刷作业指导书冊昨卩刷记录表站位表聊T上料记录表珀卅表/站位義帥T上料记录表贴装程序BO