1南京国睿三信机械装备制造有限公司受控号:Q/GRSX-JW-VT-2014外观检验工艺规程本规范依据GJB481-1988,GJB294A-2005,GBT19418等相关标准结合本公司的产品特点和焊接质量制定实施
二○一四年六月八日发布二○一四年六月十日实施编制日期审核日期批准日期受控状态版本A2目视检验作业指导工艺规程1,范围本文件规定了目视检验的方法及人员等技术管理要求本文件适用于碳钢、不锈钢和铝合金焊缝外观检验要求2,人员要求2
1,对于Ⅱ级质量等级焊缝且安全性要求低的,外观检验须有焊接责任人经过培训后才可以上岗作业
2,从事目测检测其他更高一级质量等级焊缝目视检验人员必须取得VTII及II级以上资格证书,有半年以上工作经验方可独立上岗操作
3,检测人员必须熟悉和掌握相关的的检验标准(如GJB294A-2005,GBT19418)
4,检测人员必须熟悉和掌握相关的焊接工艺
5,检测人员必须满足ISO9712的要求,且应当有足够的视力和颜色分辨力
3,外观检测条件3
1,被检工件表面的光照度应至少达到350Lx,推荐值为500Lx
2,眼睛距离被检工件的距离不应超过600㎜
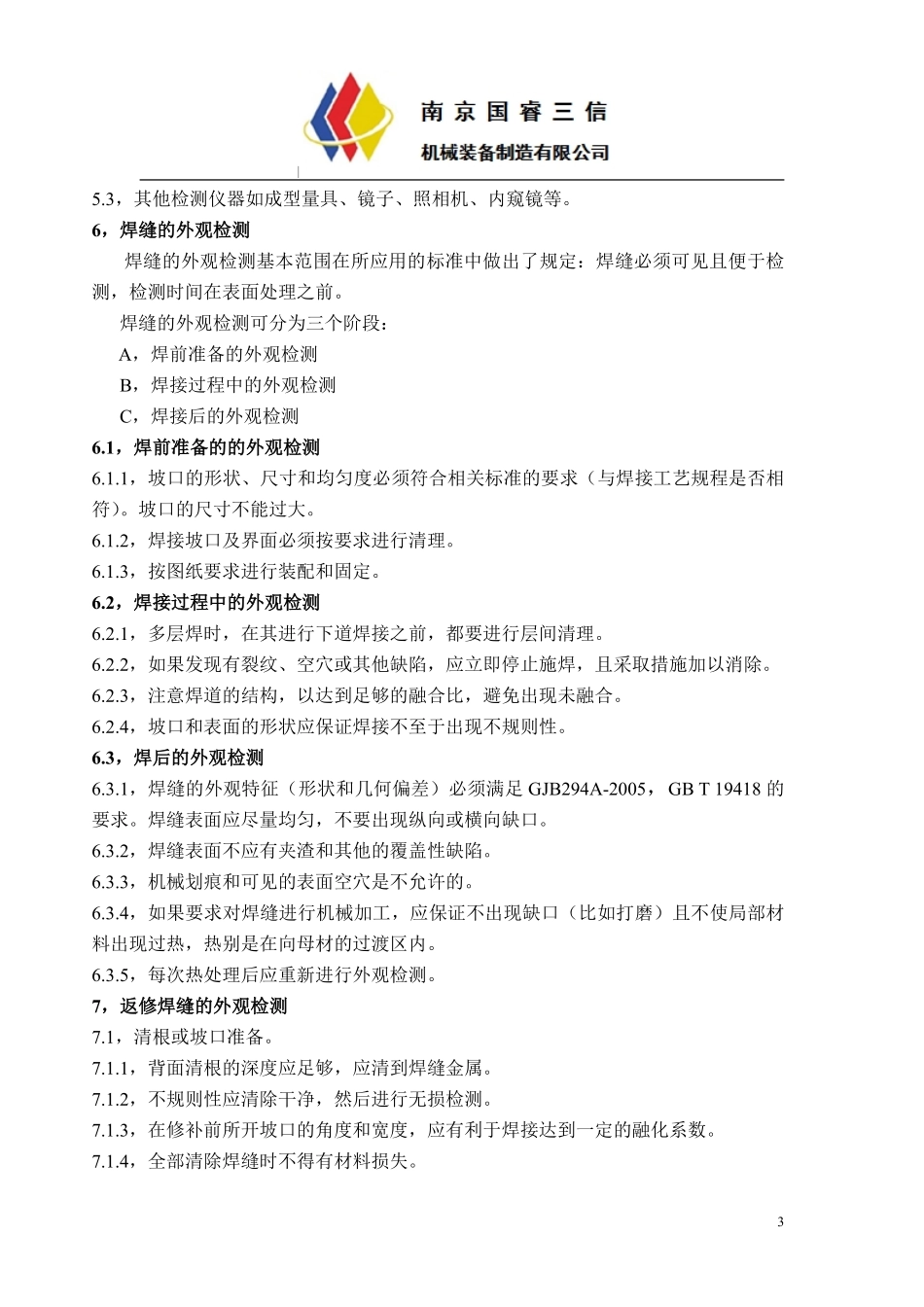
3,眼睛与被检工件的夹角应大于30°
4,经商定可采用其他检测设备,如内窥镜
图1外观检测角度示意图4,环境要求4
1,作业场地应远离翻砂、电焊、潮湿、场所应整洁宽敞
2,检验环境光照度应至少达到350Lx,推荐值为500Lx
5,检测设备5
1,检测尺如60型焊缝尺、钢直尺、钢卷尺、放大镜等,检测量具应定期检测校验,并在有效期内使用
2,放大镜的放大倍数为2~10倍,应尽量有刻度
3,其他检测仪器如成型量具、镜子、照相机、内窥镜等
6,焊缝的外观检测焊缝的外观检测基本范围在所应用的标准中做出了规定:焊缝必须可见且便于检测,检测时间在表面处理之前