总结行列式制瓶机成型过程行列式制瓶机是瓶罐玻璃成型机,用来生产各种玻璃容器
具有吹—吹法和压—吹法两种生产功能
行列式制瓶机有如下的特点:1、生产的产品范围广,有吹—吹法和压—吹法两种生产工艺
对生产不同的产品有很好的适应性和灵活性
2、每个组段采用完全独立的定时控制,可以单独启动和停顿,以进展模具更换和机器维修,而不会影响其它各组段或整机的生产运行
1、在玻璃制品重量和生产速度完全一致时,可以按不同的定时控制,同时生产不同形状、尺寸的产品
2、在玻璃熔炉出料量受到限制时,可以减少组段数进展生产
由于有上述的特点,玻璃工厂广泛使用行列式制瓶机
一、行列式制瓶机的组段:行列式制瓶机的每一个独立的组段可以看作是一个完整的独立的成型机
每个独立的组段都由空气操作,可独立的由一个电气阀箱控制
这个电气阀箱是由一个远程的电子计算机定时控制系统控制
下列图是一个独立的成型机组段机械构造图
(该图是机械定时的转鼓控制,如果是电子计算机定时控制系统
那么无定时转鼓及转鼓轴
机械阀箱就变为电子阀箱
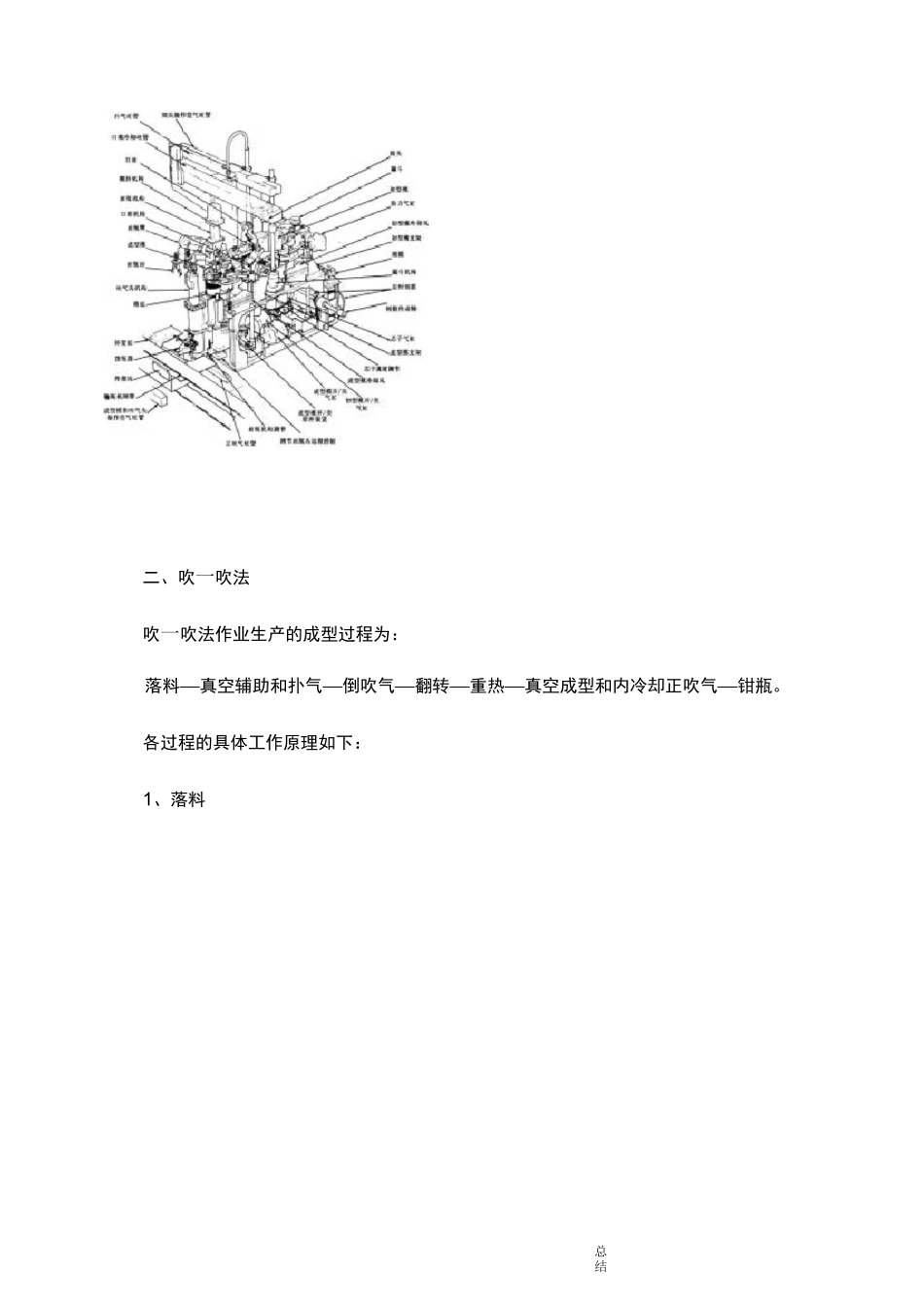
总结二、吹一吹法吹一吹法作业生产的成型过程为:落料—真空辅助和扑气—倒吹气—翻转—重热—真空成型和内冷却正吹气—钳瓶
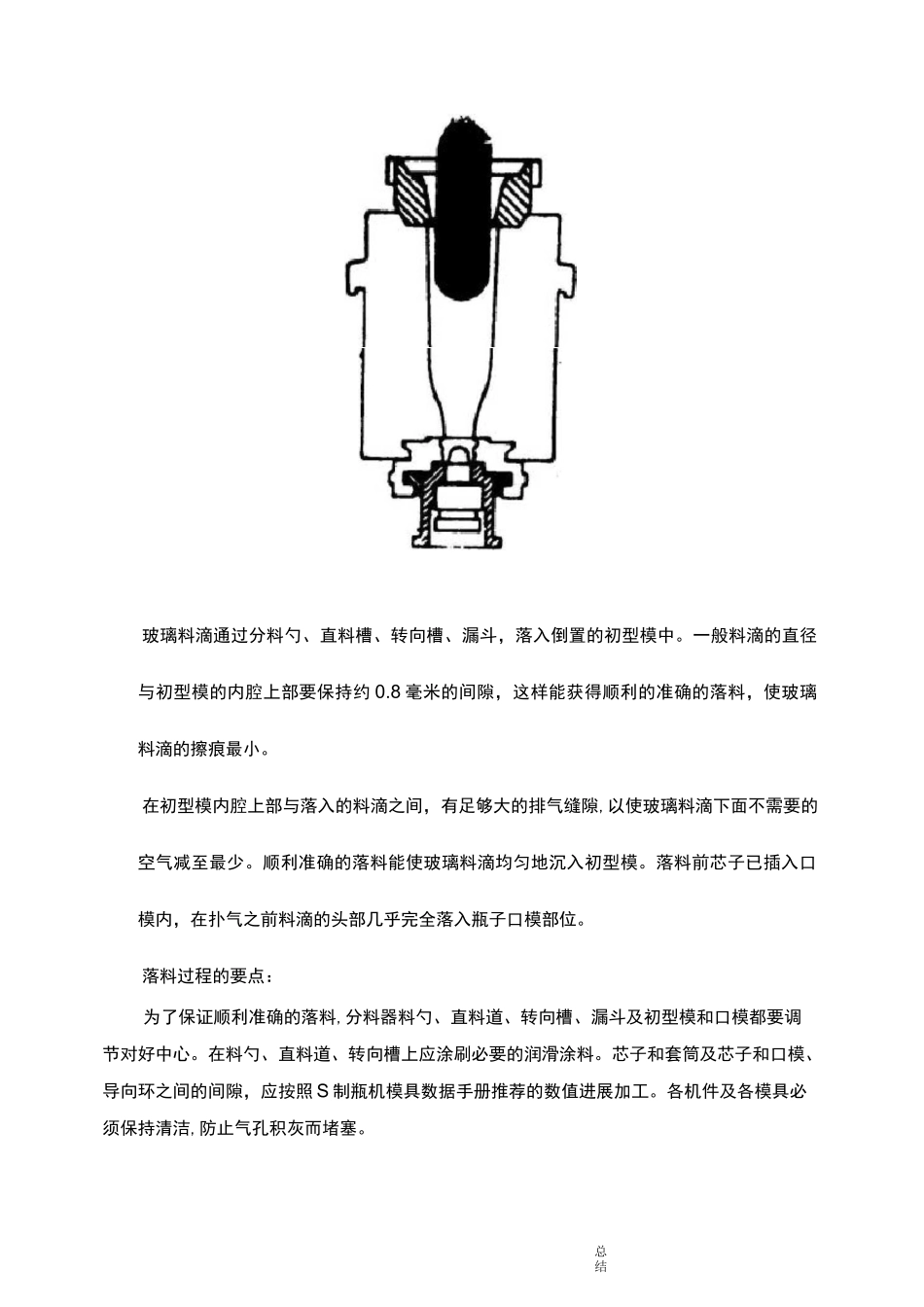
各过程的具体工作原理如下:1、落料总结玻璃料滴通过分料勺、直料槽、转向槽、漏斗,落入倒置的初型模中
一般料滴的直径与初型模的内腔上部要保持约0
8毫米的间隙,这样能获得顺利的准确的落料,使玻璃料滴的擦痕最小
在初型模内腔上部与落入的料滴之间,有足够大的排气缝隙,以使玻璃料滴下面不需要的空气减至最少
顺利准确的落料能使玻璃料滴均匀地沉入初型模
落料前芯子已插入口模内,在扑气之前料滴的头部几乎完全落入瓶子口模部位
落料过程的要点:为了保证顺利准确的落料,分料器料勺、直料道、转向槽、漏斗及初型模和口模都要调节对好中心
在料勺、直料道、转向槽上应涂刷必要的润滑涂料
芯子和套筒及芯子