蒸汽管道施工技术交底记录单位工程名称分局部项工程名称交底人记录人参加班组交底日期交底内容:一、工程概况蒸汽管道工作压力3
5MPa,工作温度425℃,材质16Mn,试验压力10
二、施工工艺流程施工准备→材料检验及验收→阀门单体试验和调试→管道支吊架制作安装→管道下料、坡口及组对→管道焊接→焊接检验→管道安装→复核→管道压力试验→吹扫、冲洗→防腐→保温→竣工验收三、控制要点1、预制前首先根剧要求对管道及管件进展检查,确认合格后再逐件去除管道组件内的沙土、铁屑、熔渣及其他杂物,并将管口进展封堵
2、蒸汽管道有φ219×11、φ219×9两种主管道,管道π型补偿器尽量采用整根φ219×11无缝管煨弯而成
煨弯后的尺寸必须符合图纸要求
煨弯后不得有裂纹,不得存在过烧、分层等缺陷,不宜有皱纹
弯管最大外径与最小外径为制作弯管前管子外径的8%
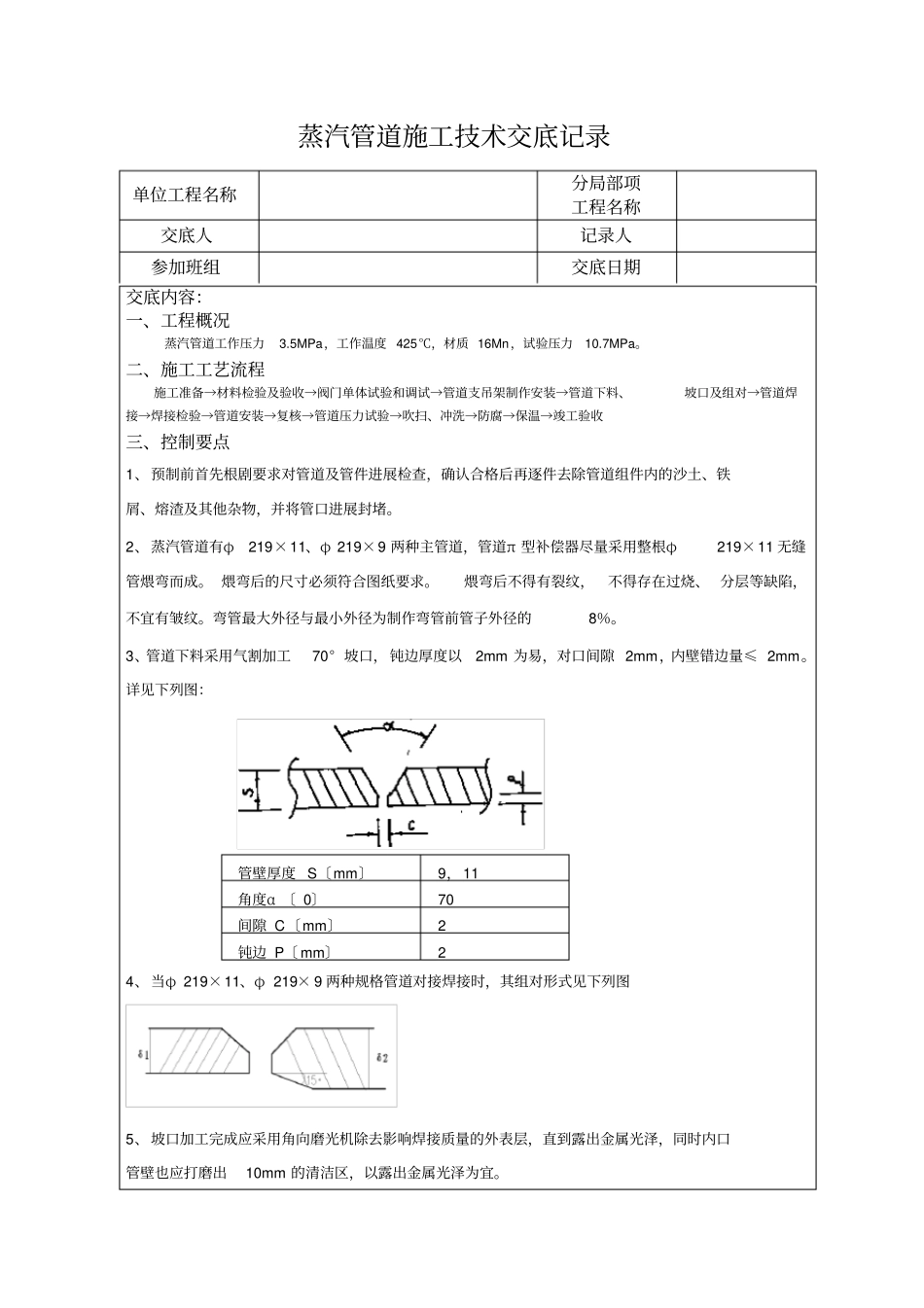
3、管道下料采用气割加工70°坡口,钝边厚度以2mm为易,对口间隙2mm,内壁错边量≤2mm
详见下列图:管壁厚度S〔mm〕9,11角度α〔0〕70间隙C〔mm〕2钝边P〔mm〕24、当φ219×11、φ219×9两种规格管道对接焊接时,其组对形式见下列图5、坡口加工完成应采用角向磨光机除去影响焊接质量的外表层,直到露出金属光泽,同时内口管壁也应打磨出10mm的清洁区,以露出金属光泽为宜
蒸汽管道施工技术交底记录单位工程名称分局部项工程名称交底人记录人参加班组交底日期交底内容:6、根据设计要求,蒸汽管道采用氩电联焊,氩弧焊打底,电焊盖面
16Mn与16Mn焊接焊条采用J502,焊丝为H10Mn2;16Mn与Q235钢焊接焊条采用J422,焊丝为H10Mn2
7、氩弧焊当风速≥2m/s时,应采取防风措施或停焊
相对湿度>90%或风速≥8m/s时,不得进展任何焊接
8、按照图纸要求,管道无损检测采用X射线波进展检测
DN200无缝管检测比