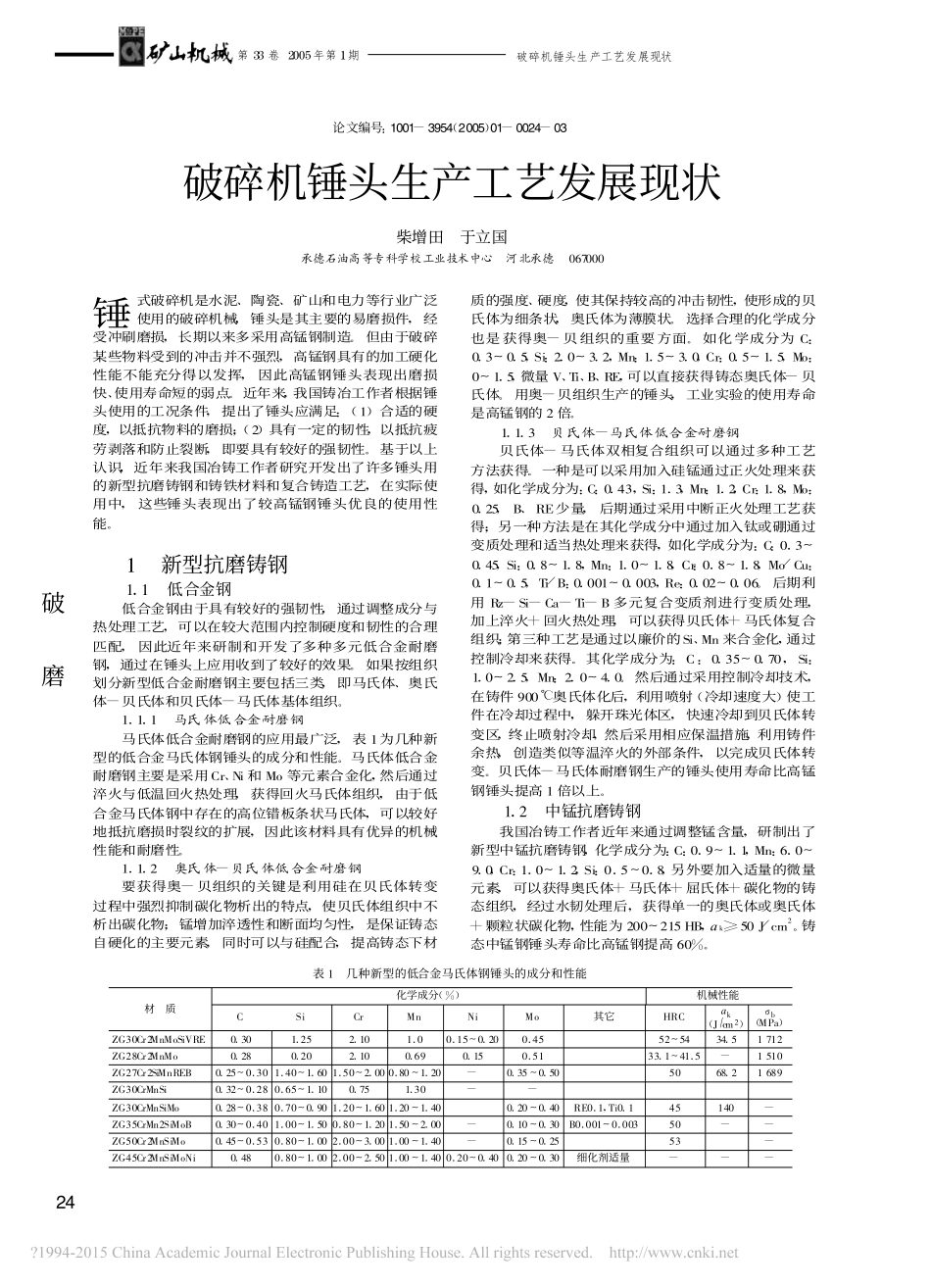
24破磨第33卷2005年第1期论文编号:1001-3954(2005)01-0024-03破碎机锤头生产工艺发展现状柴增田于立国承德石油高等专科学校工业技术中心河北承德067000表1几种新型的低合金马氏体钢锤头的成分和性能材质化学成分(%)机械性能CSiCrMnNiMo其它HRCak(Jcm2)σb(MPa)ZG30Cr2MnMoSiVRE0.301.252.101.00.15~0.200.4552~5434.51712ZG28Cr2MnMo0.280.202.100.690.150.5133.1~41.5-1510ZG27Cr2SiMnREB0.25~0.301.40~1.601.50~2.000.80~1.20-0.35~0.505068.21689ZG30CrMnSi0.32~0.280.65~1.100.751.30--ZG30CrMnSiMo0.28~0.380.70~0.901.20~1.601.20~1.400.20~0.40RE0.1,Ti0.145140-ZG35CrMn2SiMoB0.30~0.401.00~1.500.80~1.201.50~2.00-0.10~0.30B0.001~0.00350--ZG50Cr2MnSiMo0.45~0.530.80~1.002.00~3.001.00~1.40-0.15~0.2553-ZG45Cr2MnSiMoNi0.480.80~1.002.00~2.501.00~1.400.20~0.400.20~0.30细化剂适量---锤式破碎机是水泥、陶瓷、矿山和电力等行业广泛使用的破碎机械,锤头是其主要的易磨损件,经受冲刷磨损,长期以来多采用高锰钢制造。但由于破碎某些物料受到的冲击并不强烈,高锰钢具有的加工硬化性能不能充分得以发挥,因此高锰钢锤头表现出磨损快、使用寿命短的弱点。近年来,我国铸冶工作者根据锤头使用的工况条件,提出了锤头应满足:(1)合适的硬度,以抵抗物料的磨损;(2)具有一定的韧性,以抵抗疲劳剥落和防止裂断,即要具有较好的强韧性。基于以上认识,近年来我国冶铸工作者研究开发出了许多锤头用的新型抗磨铸钢和铸铁材料和复合铸造工艺,在实际使用中,这些锤头表现出了较高锰钢锤头优良的使用性能。1新型抗磨铸钢1.1低合金钢低合金钢由于具有较好的强韧性,通过调整成分与热处理工艺,可以在较大范围内控制硬度和韧性的合理匹配,因此近年来研制和开发了多种多元低合金耐磨钢,通过在锤头上应用收到了较好的效果。如果按组织划分新型低合金耐磨钢主要包括三类,即马氏体、奥氏体-贝氏体和贝氏体-马氏体基体组织。1.1.1马氏体低合金耐磨钢马氏体低合金耐磨钢的应用最广泛,表1为几种新型的低合金马氏体钢锤头的成分和性能。马氏体低合金耐磨钢主要是采用Cr、Ni和Mo等元素合金化,然后通过淬火与低温回火热处理,获得回火马氏体组织,由于低合金马氏体钢中存在的高位错板条状马氏体,可以较好地抵抗磨损时裂纹的扩展,因此该材料具有优异的机械性能和耐磨性。1.1.2奥氏体-贝氏体低合金耐磨钢要获得奥-贝组织的关键是利用硅在贝氏体转变过程中强烈抑制碳化物析出的特点,使贝氏体组织中不析出碳化物;锰增加淬透性和断面均匀性,是保证铸态自硬化的主要元素,同时可以与硅配合,提高铸态下材质的强度、硬度,使其保持较高的冲击韧性,使形成的贝氏体为细条状,奥氏体为薄膜状。选择合理的化学成分也是获得奥-贝组织的重要方面。如化学成分为C:0.3~0.5,Si:2.0~3.2,Mn:1.5~3.0,Cr:0.5~1.5,Mo:0~1.5,微量V、Ti、B、RE,可以直接获得铸态奥氏体-贝氏体。用奥-贝组织生产的锤头,工业实验的使用寿命是高锰钢的2倍。1.1.3贝氏体-马氏体低合金耐磨钢贝氏体-马氏体双相复合组织可以通过多种工艺方法获得。一种是可以采用加入硅锰通过正火处理来获得,如化学成分为:C:0.43,Si:1.3,Mn:1.2,Cr:1.8,Mo:0.25,B、RE少量,后期通过采用中断正火处理工艺获得;另一种方法是在其化学成分中通过加入钛或硼通过变质处理和适当热处理来获得,如化学成分为:C:0.3~0.45,Si:0.8~1.8,Mn:1.0~1.8,Cr:0.8~1.8,Mo/Cu:0.1~0.5,Ti/B:0.001~0.003,Re:0.02~0.06。后期利用Rz-Si-Ca-Ti-B多元复合变质剂进行变质处理,加上淬火+回火热处理,可以获得贝氏体+马氏体复合组织;第三种工艺是通过以廉价的Si、Mn来合金化,通过控制冷却来获得。其化学成分为:C:0.35~0.70,Si:1.0~2.5,Mn:2.0~4.0。然后通过采用控制冷却技术,在铸件900℃奥氏体化后,利用喷射(冷却速度大)使工件在冷却过程中,躲开珠光体区,快速冷却到贝氏体转变区,终止喷射冷却,然后采用相应保温措施,利用铸件余热,创造类似等温淬火的外部条件,以完成贝氏体转变。贝氏体-马氏体耐磨钢生产的锤头使用寿命比高锰钢锤头提高1倍以上。1.2中锰抗磨铸钢我...