中厚板轧制变形理论及钢板平面形状控制1.沿轧件断面高向上变形的分布1
1中厚板轧制变形理论中厚板轧制变形是一种不均匀变形
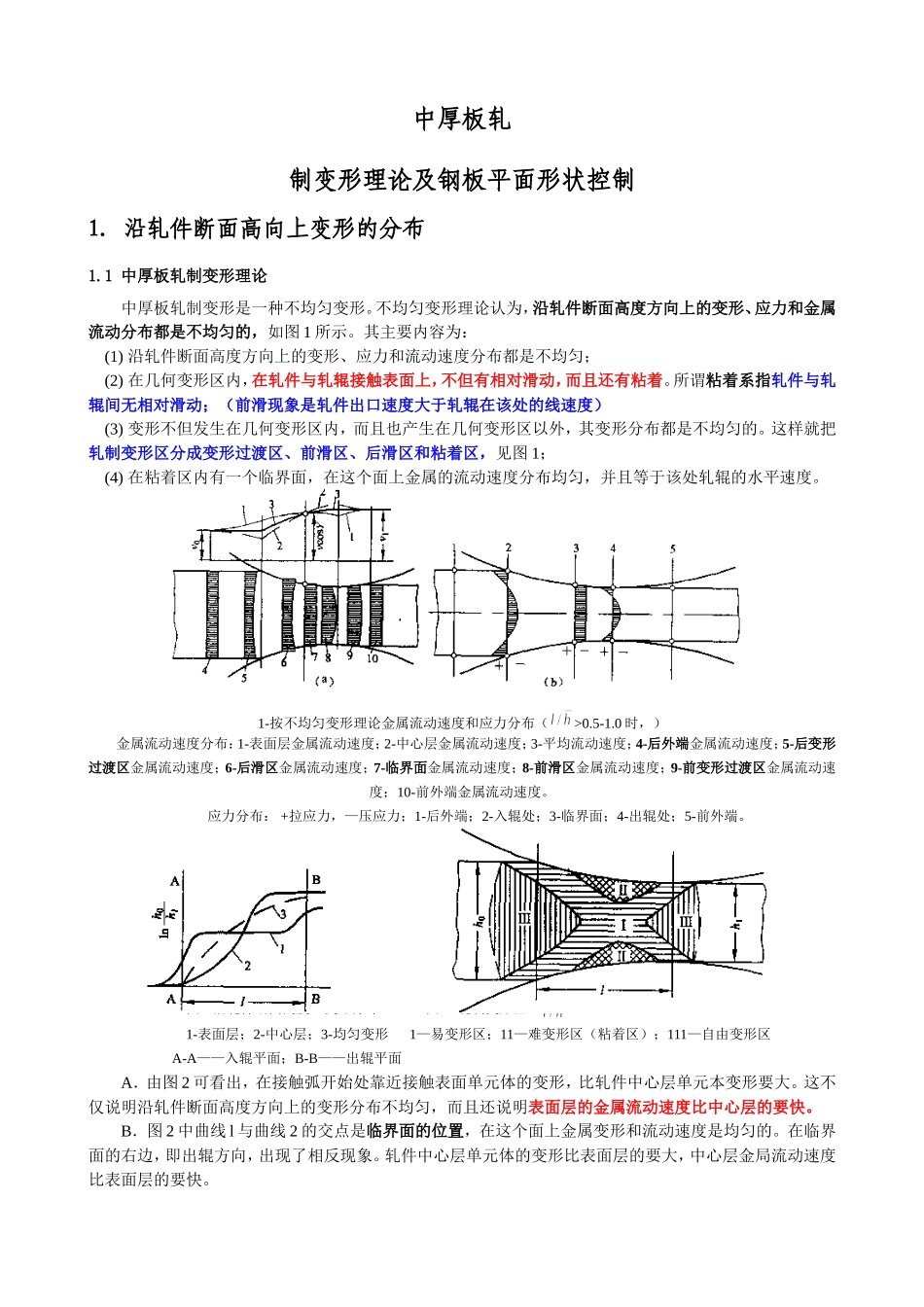
不均匀变形理论认为,沿轧件断面高度方向上的变形、应力和金属流动分布都是不均匀的,如图1所示
其主要内容为:(1)沿轧件断面高度方向上的变形、应力和流动速度分布都是不均匀;(2)在几何变形区内,在轧件与轧辊接触表面上,不但有相对滑动,而且还有粘着
所谓粘着系指轧件与轧辊间无相对滑动;(前滑现象是轧件出口速度大于轧辊在该处的线速度)(3)变形不但发生在几何变形区内,而且也产生在几何变形区以外,其变形分布都是不均匀的
这样就把轧制变形区分成变形过渡区、前滑区、后滑区和粘着区,见图1;(4)在粘着区内有一个临界面,在这个面上金属的流动速度分布均匀,并且等于该处轧辊的水平速度
1-按不均匀变形理论金属流动速度和应力分布(>0
0时,)金属流动速度分布:1-表面层金属流动速度;2-中心层金属流动速度;3-平均流动速度;4-后外端金属流动速度;5-后变形过渡区金属流动速度;6-后滑区金属流动速度;7-临界面金属流动速度;8-前滑区金属流动速度;9-前变形过渡区金属流动速度;10-前外端金属流动速度
应力分布:+拉应力,—压应力;1-后外端;2-入辊处;3-临界面;4-出辊处;5-前外端
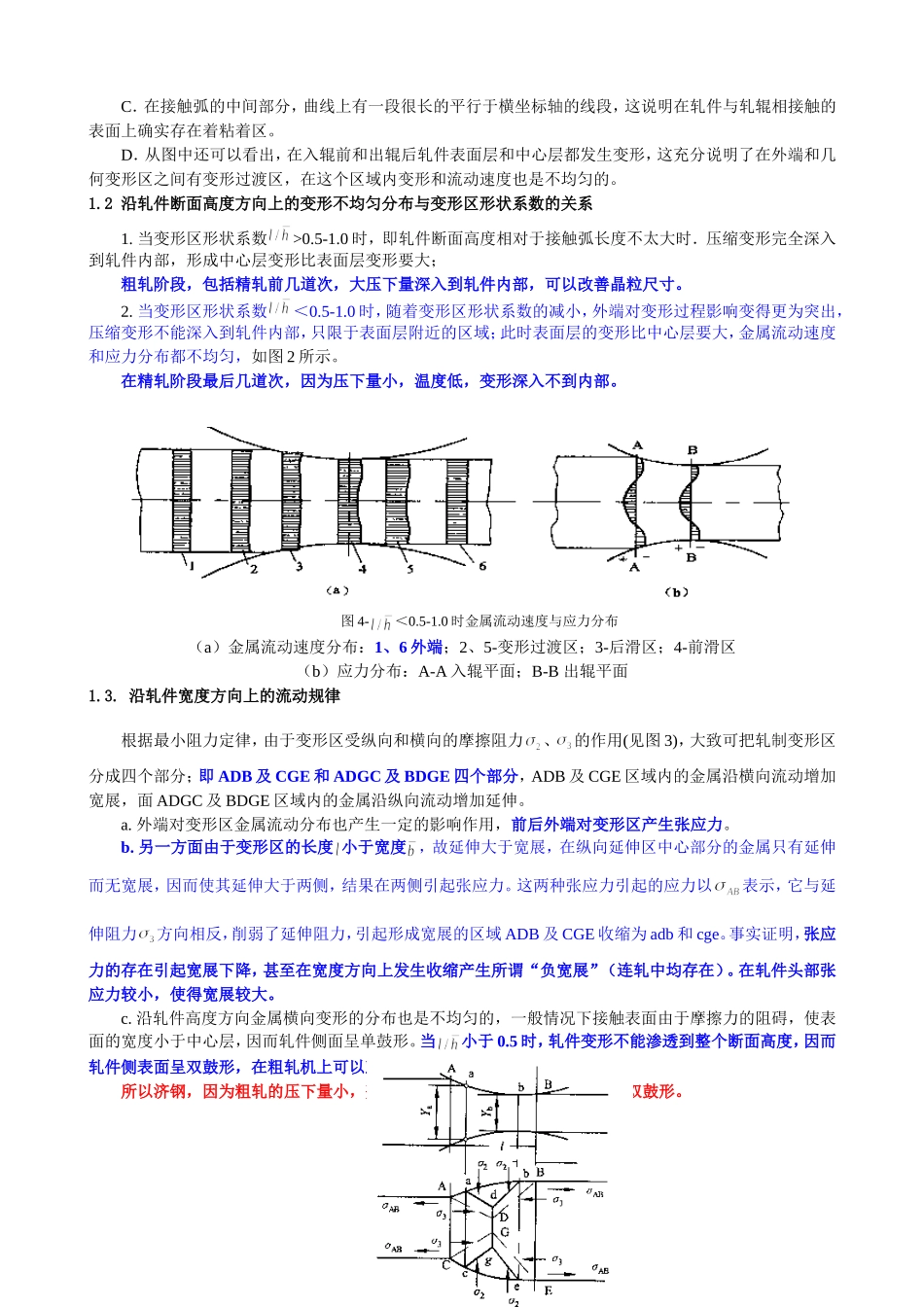
图2沿轧件断面高度上变形分布图3-轧制变形区(>0
8)1-表面层;2-中心层;3-均匀变形1—易变形区;11—难变形区(粘着区);111—自由变形区A-A——入辊平面;B-B——出辊平面A.由图2可看出,在接触弧开始处靠近接触表面单元体的变形,比轧件中心层单元本变形要大
这不仅说明沿轧件断面高度方向上的变形分布不均匀,而且还说明表面层的金属流动速度比中心层的要快
B.图2中曲线l与曲线2的交点是临界面的位置,在这个面上金属变形和流动速度是均匀的
在临界面的右边,即出辊方向,出