1)烧结终点位置专家控制策略在烧结工艺中,烧结终点(BurningThoughPoint,BTP)是反映烧结热状态的重要参数,是判断烧结过程正常与否的标志之一,与烧结过程热能利用率密切相关
烧结终点包括烧结终点位置与烧结终点温度,其中,实现烧结终点位置的自动控制对保证整个烧结生产的顺利进行,增强烧结矿的产量和质量,提高烧结过程热能利用率有着重要指导意义
而目前的烧结BTP位置自动控制一般都是通过曲线拟合的方法,得到烧结废气温度上升点(BurnRisingPoint,BRP),来预测BTP的位置,继而调节烧结机速度,从而达到稳定BTP的目的
实际生产表明,由于BTP的控制存在很多的干扰因素,仅仅依据BRP来调节操作参数,稳定BTP是远远不够的,存在诸多不足:BTP温度低,那么烧结矿整体温度偏低,导致烧结矿强度不够;机速过快或过慢,将导致混合料仓料位过低或过高,不利于烧结过程的稳顺运行
因此,除了BRP的影响外,还必须充分考虑其他工况(混合料仓料位、风箱负压、料层厚度、配重)的影响,设计出基于多工况识别的BTP控制,提高烧结过程的抗干扰性
为了有效提高烧结过程的抗干扰性,保证烧结过程的稳顺运行,本课题以稳定烧结终点位置为目标,采用一种基于工况识别的烧结终点参数自整定专家控制方法,通过工况识别,实时修改专家控制器的控制周期、控制步长等参数,并可以根据不同的配重,灵活处理烧结机速度的上下限,有效降低了操作工人的工作量,提高了整个烧结车间的工作效益
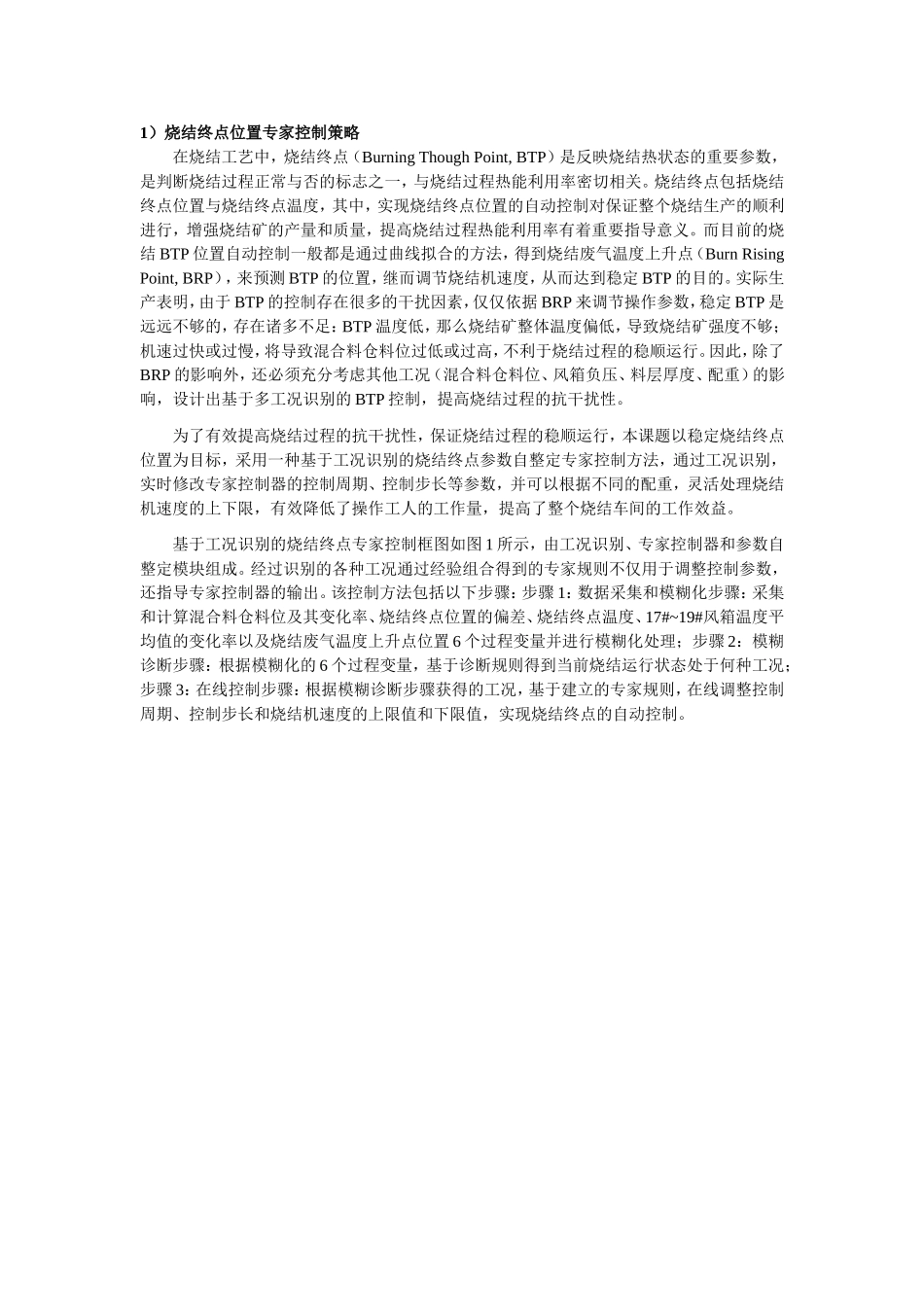
基于工况识别的烧结终点专家控制框图如图1所示,由工况识别、专家控制器和参数自整定模块组成
经过识别的各种工况通过经验组合得到的专家规则不仅用于调整控制参数,还指导专家控制器的输出
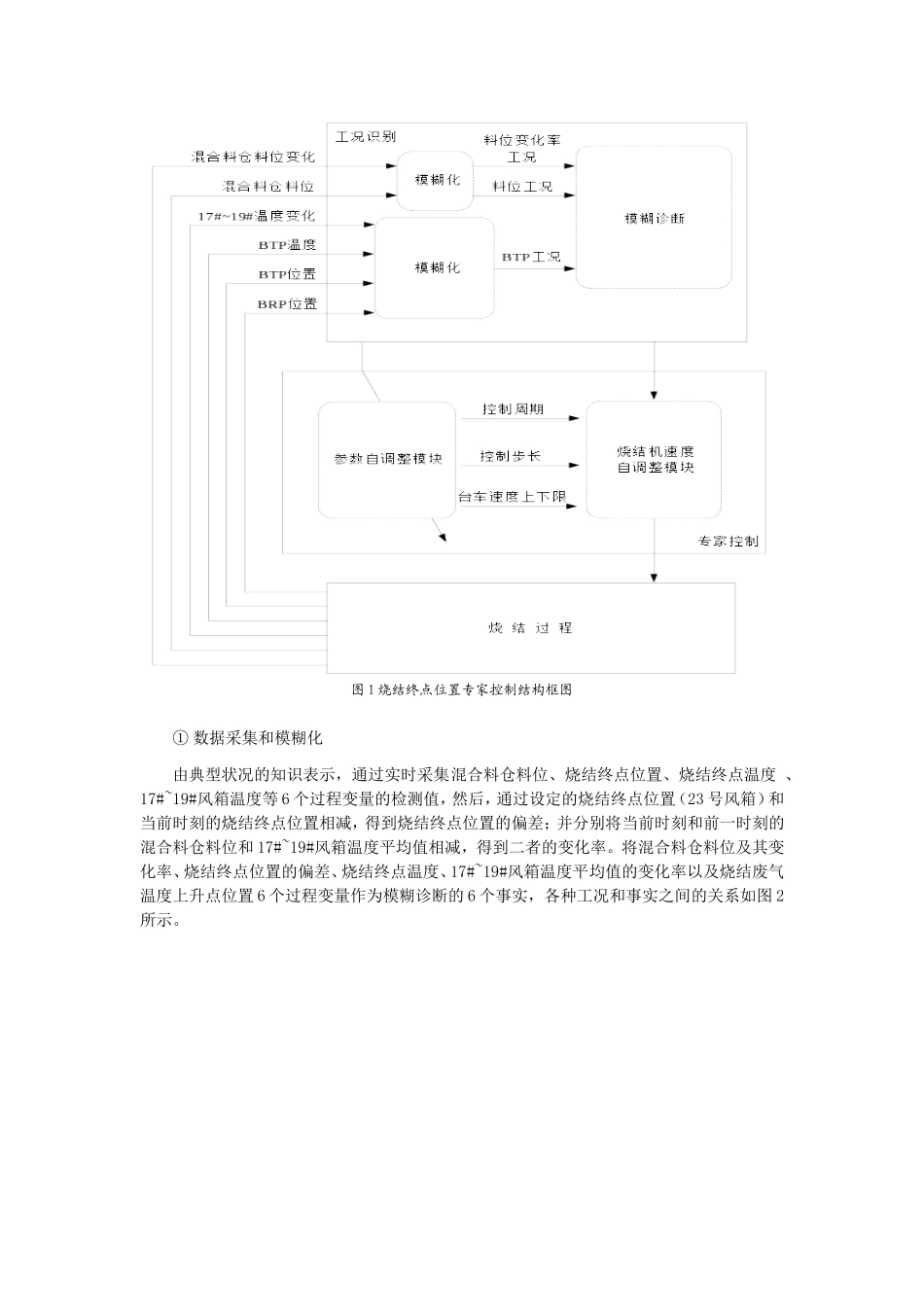
该控制方法包括以下步骤:步骤1:数据采集和模糊化步骤:采集和计算混合料仓料位及其变化率、烧结终点位置的偏差、烧结终点温度、17#~19#风箱温度平均值的变化率以