编制依据*****钢冷轧带钢后工序加工工程项目部提供的:《*钢冷轧连退及涂层机组工艺布置图》、《*钢连退机组施工总平面布置图》、《*钢冷轧后工序加工总承包施工网络计划(第三版)》、《****总承包安全管理办法》、《*****钢冷轧后工序加工施工质量管理考核细则》、《*钢冷轧带钢后工序加工工程项目划分》《*钢冷轧带钢后工序加工工程监理实施细则》国家及行业颁布的施工验收规范,工程质量检评标准;我公司在GB/T19001质量管理体系要求下建立的公司《质量手册》和程序文件,以及现有资源条件,相关、类似工程项目施工经验、技术成果
编制原则本施工组织设计编制应遵循“符合性、先进性、针对性、指导性”的原则,力求方案技术先进、经济合理、适用可行
工程概况及工程特点3
1工程概况*钢冷轧带钢项目后工序加工工程为新建40万吨/年冷轧无取向硅钢片项目
本连退机组工程位于厂房A-B跨1~28线之间,长度392m,跨度39m
两条连续退火机组设备基础大部分为-7
110m深,两条机组中心间距18m,基础总宽26m,设备基础边距已施工的厂房柱基础约2m,柱基础埋深-5m~-7
5m,二者高低差0
两条机组深基础之间为浅埋地坪
两条设备机组沿长度方向设计共分为A~H共8块、设置7道50mm宽的伸缩缝,单-1-块长度约60~77m
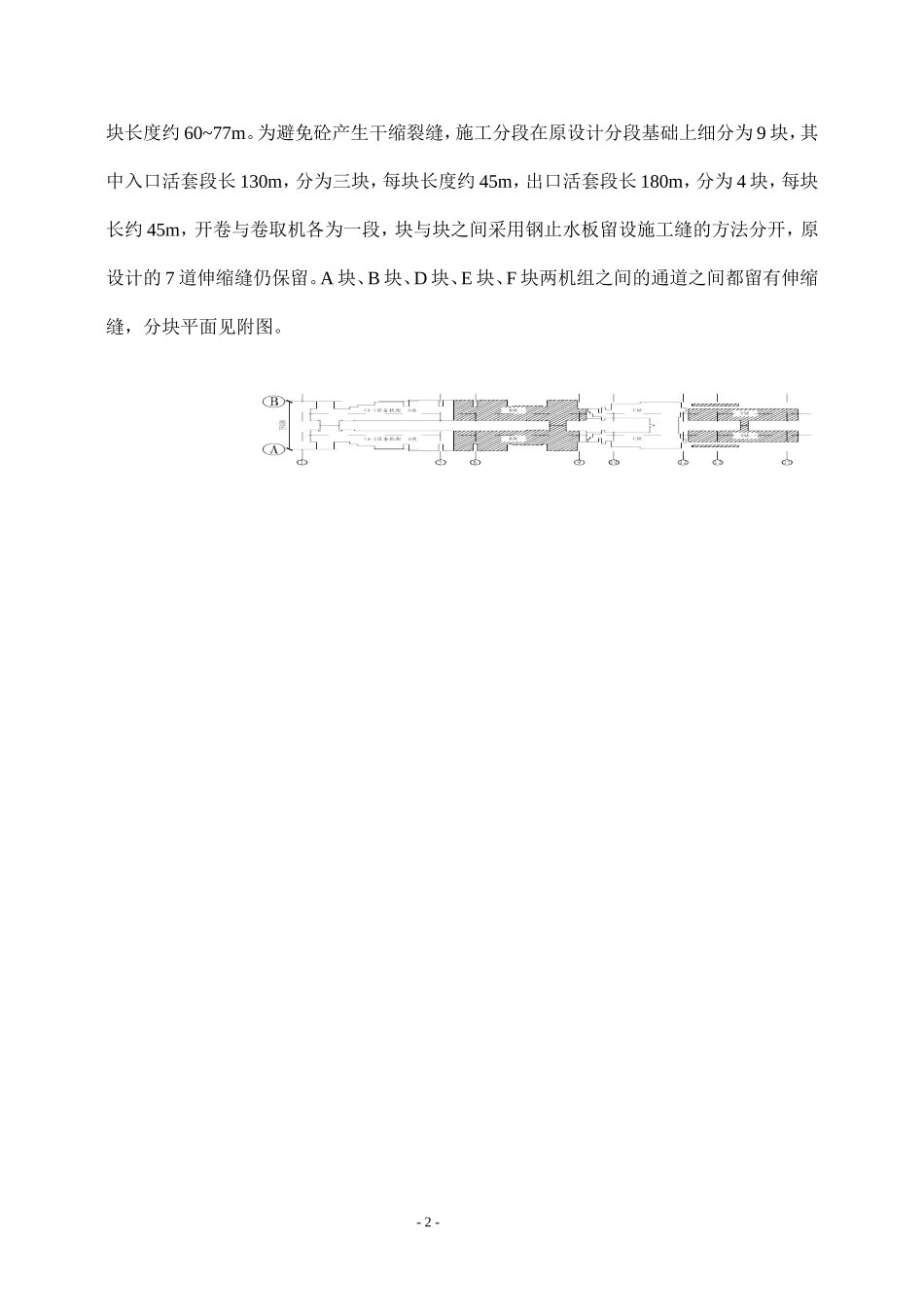
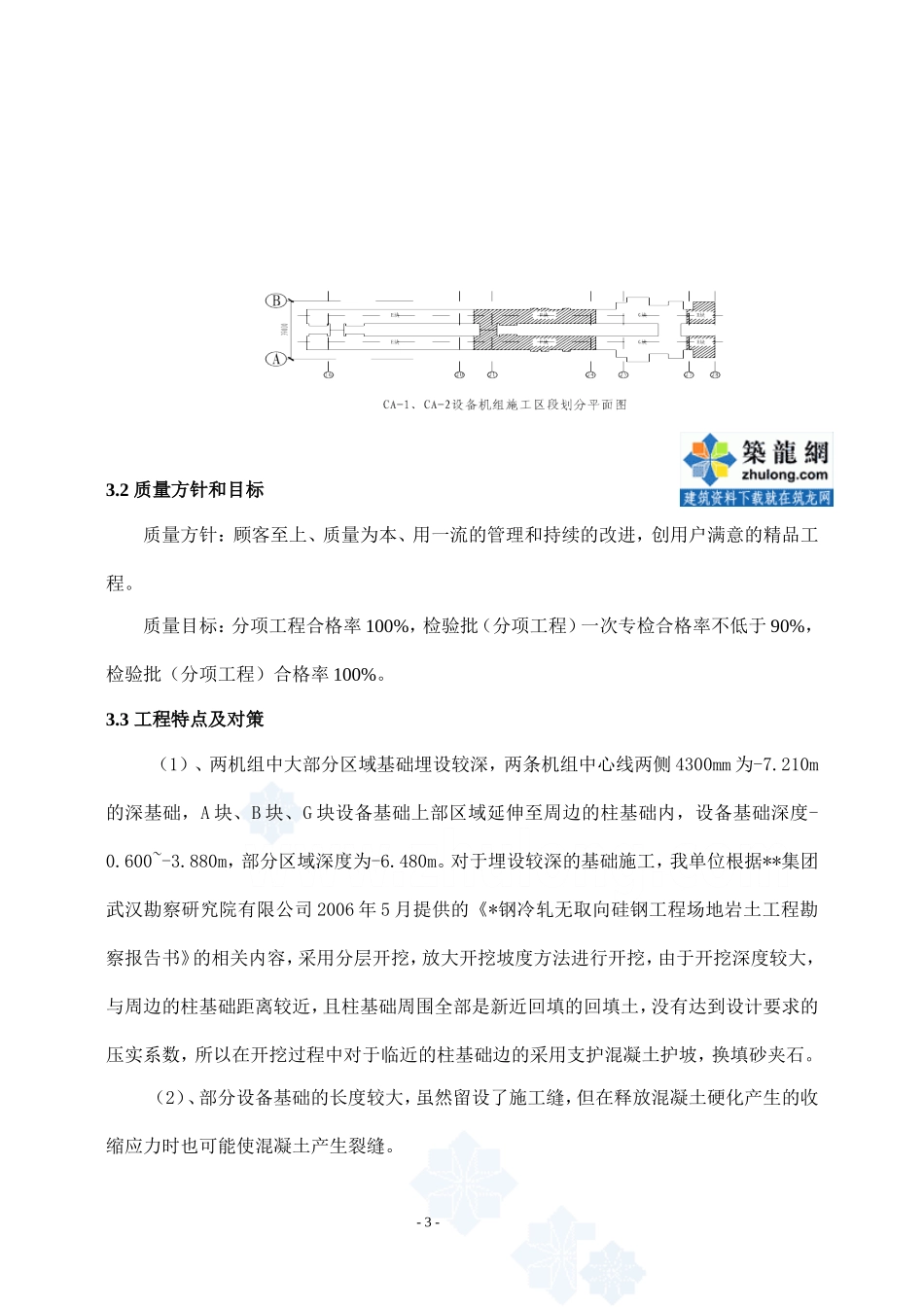
为避免砼产生干缩裂缝,施工分段在原设计分段基础上细分为9块,其中入口活套段长130m,分为三块,每块长度约45m,出口活套段长180m,分为4块,每块长约45m,开卷与卷取机各为一段,块与块之间采用钢止水板留设施工缝的方法分开,原设计的7道伸缩缝仍保留
A块、B块、D块、E块、F块两机组之间的通道之间都留有伸缩缝,分块平面见附图
2质量方针和目标质量方针:顾客至上、质量为本、用一流的管理和持续的改进,创用户满意的精品工程
质量目标:分项工程合格