·66·国内外螺杆转子精密加工设备综述周斌魏伟锋(陕西汉江机床有限公司螺磨所,陕西汉江723003)ThespecialreportsofdomesticandforeignscrewrotorprecisionprocessingequipmentZHOUBin,WEIWeifeng(HanjiangMachineToolCo.,Ltd.,Hanjiang723003,CHN)CIMT2011中国数控机床展览会于4月11—16日在北京召开,本届展会是世界机床制造业最新、最高技术成果的展示
各参展企业广泛交流企业自主研发的最新技术和产品、深入探讨行业发展的趋势和方向、细致了解并尽量满足用户行业的最新需求
在转子精密加工设备方面,国内外相关企业如英国HOLROYD公司、德国KLINGELNBERG公司、德国KAPP公司、陕西汉江机床有限公司均展示了其在异型转子精密加工设备领域的最新产品
现结合其各自的技术特点,予以综述
1英国HOLROYD公司的TG350E数控螺纹磨床英国HOLROYD公司是一家历史悠久的螺杆制造及机床公司,年产各种精密螺杆转子十几万副,其高精度螺杆转子均为磨制螺杆,在生产精密螺杆转子的基础上,近年开发了新一代数控螺杆转子磨床(图1)
该机床的推出很好地满足了现代工业发展对丝杠、蜗杆、转子等多种型面加工方面的需求
这些要求主要有:高精、高效;能快速满足市场产量的需求,降低对操作者技能的要求;加工设备要有柔性以满足市场对多品种的需求以及降低生产成本等
TG350E主要由机械系统、控制系统、砂轮修整系统、在线检测系统、液压系统、集中润滑系统、过滤系统和冷却系统等组成
该机床最大的特点是配备了在线测量系统
另外,床身采用原转子铣床的斜床身,提高了机床的刚性,使机床可以实现从棒料上直接磨出螺纹,而无需先进行粗铣加工
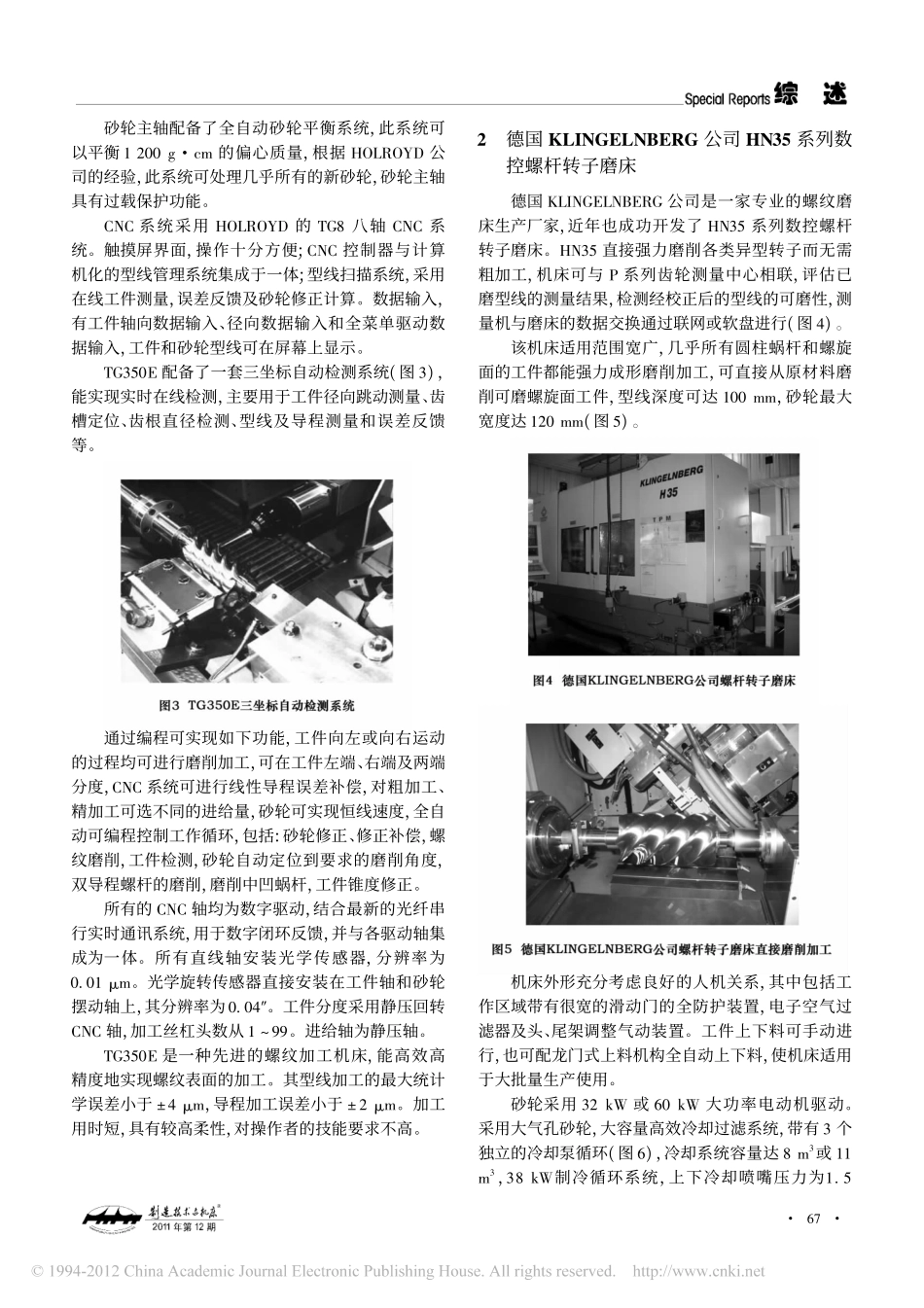
机床砂轮修整系统由配有一个两轴数控的机构组成