直螺纹连接质量控制要点一、作业准备1、所有钢筋原材必须有出厂合格证及复验报告,连接套筒应有出厂合格证,两端有保护套进行丝扣保护,进场时质检员应复检合格后方可用到工程上
2、操作人员应经过培训并取得上岗资质才能上岗工作
二、技术要求(1)钢筋切口端面与钢筋轴线垂直,不得有马蹄形或挠曲
(2)钢筋下料时必须符合下列规定:a
设置在同一构件内同一截面受力钢筋的接头位置应相互错开
同一截面接头百分率不应超过50%
接头端头距钢筋受弯点不得小于钢筋直径的10倍长度
钢筋连接套的砼保护层厚度应满足《混凝土结构设计规范》中受力钢筋砼保护层最小厚度的要求,且不得小于15mm
连接套之间的横向净距不宜小于25mm
接头要相互错开,同一截面接头钢筋面积在受拉区不得大于钢筋总截面面积的50%,机械连接接头中心间距不小于35d且不小于500mm
(3)下料原则:a钢筋切断时应核对配料单,并进行钢筋试弯,检查料表尺寸与实际成型的尺寸是否相符,无误后方可大量加工
钢筋切断时,钢筋和切断机刀口要成垂线,并严格执行操作规程,确保安全钢筋切割完毕必须经过扫毛去除钢筋端头毛刺
在切断过程中,如发现钢筋有劈裂、缩头或严重的弯头,必须切除
钢筋加工实行“样板制”,以明确加工标准
对复杂的节点情况进行现场放样,如电梯井、集水坑位置
加工成形后的钢筋应按规格码放整齐,并做标牌,注明使用部位,以免用错
钢筋加工的形状、尺寸、数量,必须和钢筋的配料单符合,受力钢筋顺长度方向全长的净尺寸允许偏差为±10mm,弯起钢筋的弯折位置允许偏差±20mm
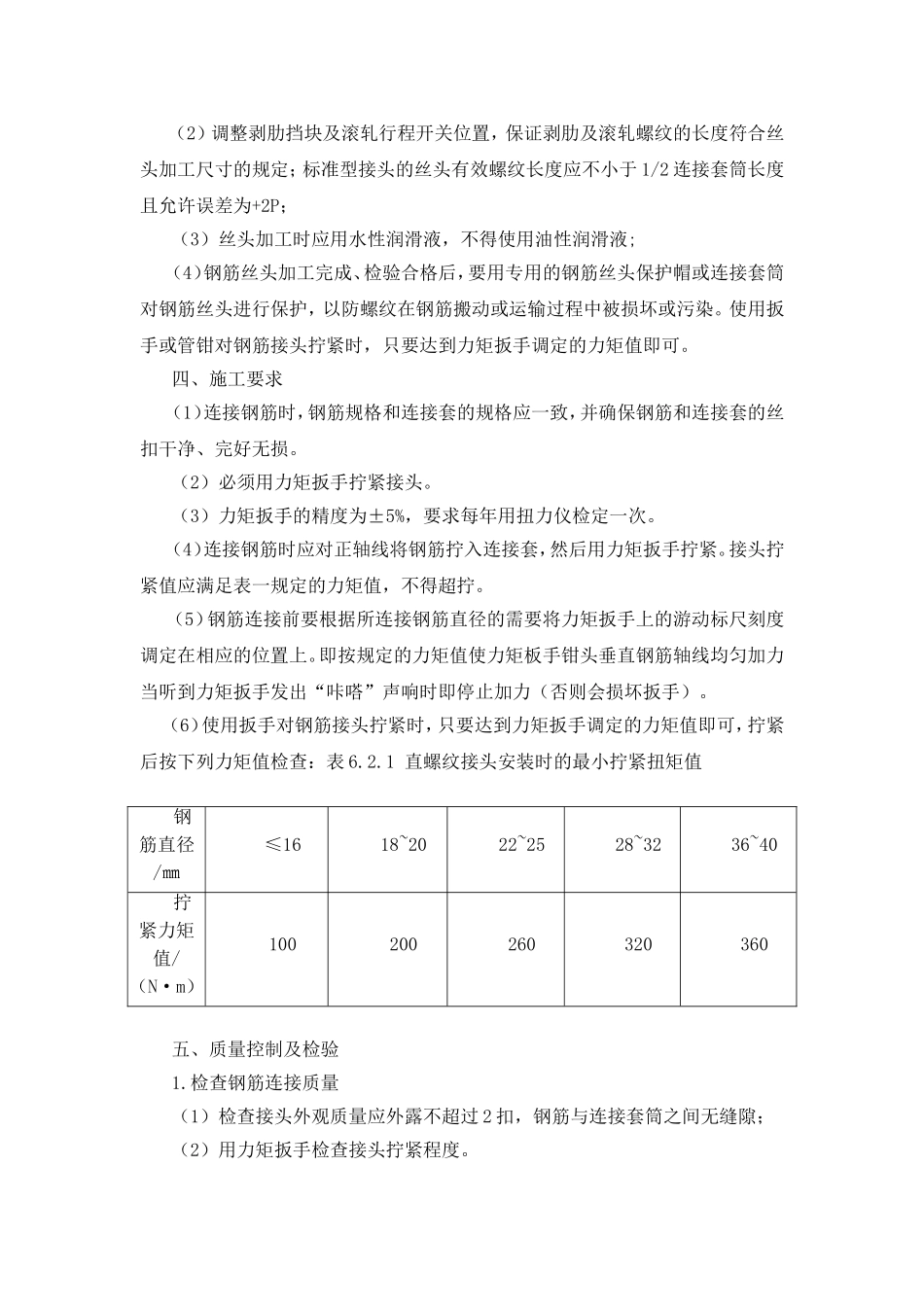
三、钢筋丝头加工工艺流程(1)钢筋端部平头使用钢筋切割机进行切割,严禁出现马蹄形状钢筋头进入现场;(2)调整剥肋挡块及滚轧行程开关位置,保证剥肋及滚轧螺纹的长度符合丝头加工尺寸的规定;标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度且允许误差为+2P;