1錾削姿势练习一、教学要求I.正确掌握錾子和手锤的握法及锤击动作;2.錾削的姿势、动作达到初步正确、协调自然;3.了解錾削时的安全知识和文明生产要求
二、相关工艺知识用手锤打击錾子对金属工件进行切削加工的操作叫錾削
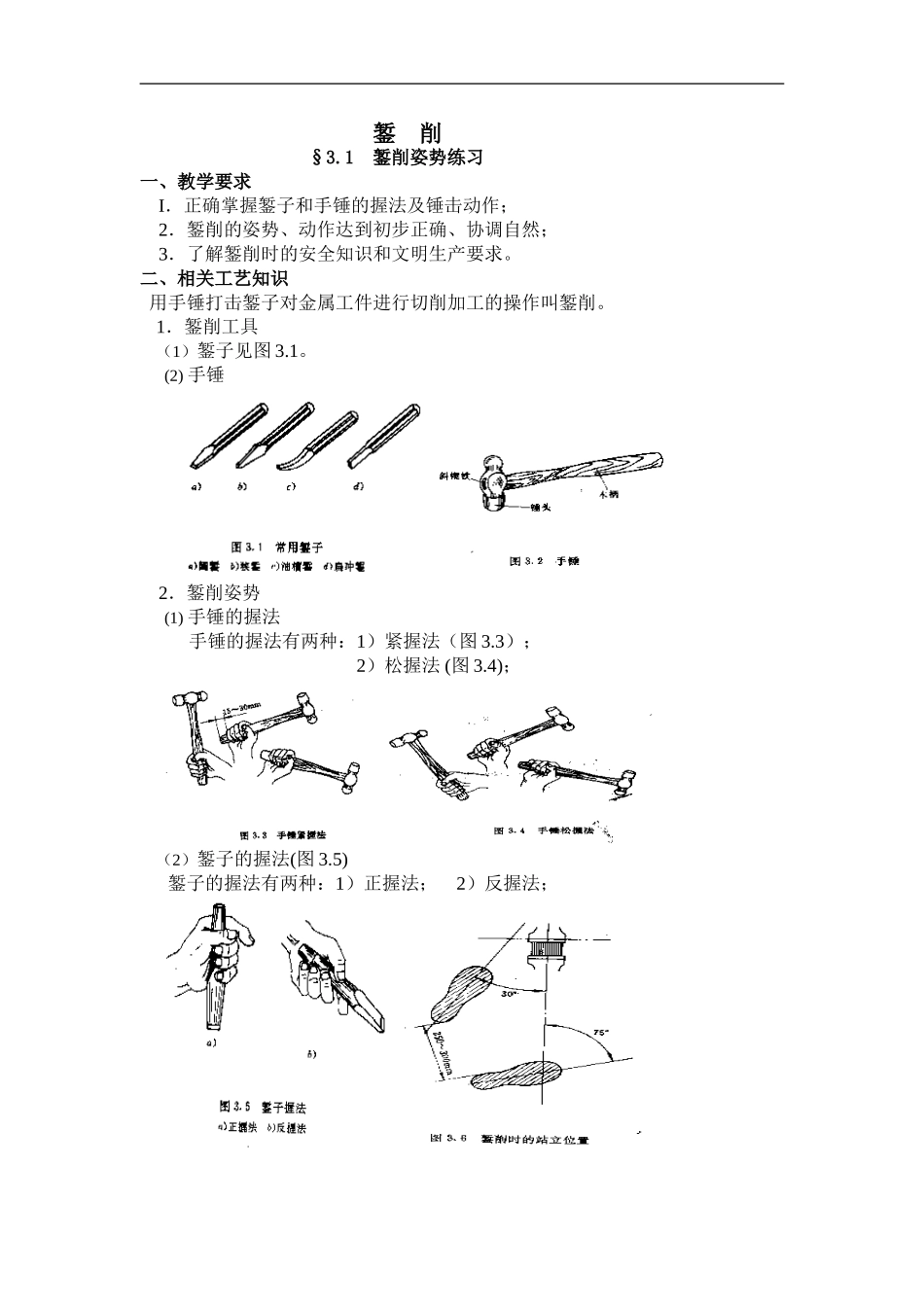
1.錾削工具(1)錾子见图3
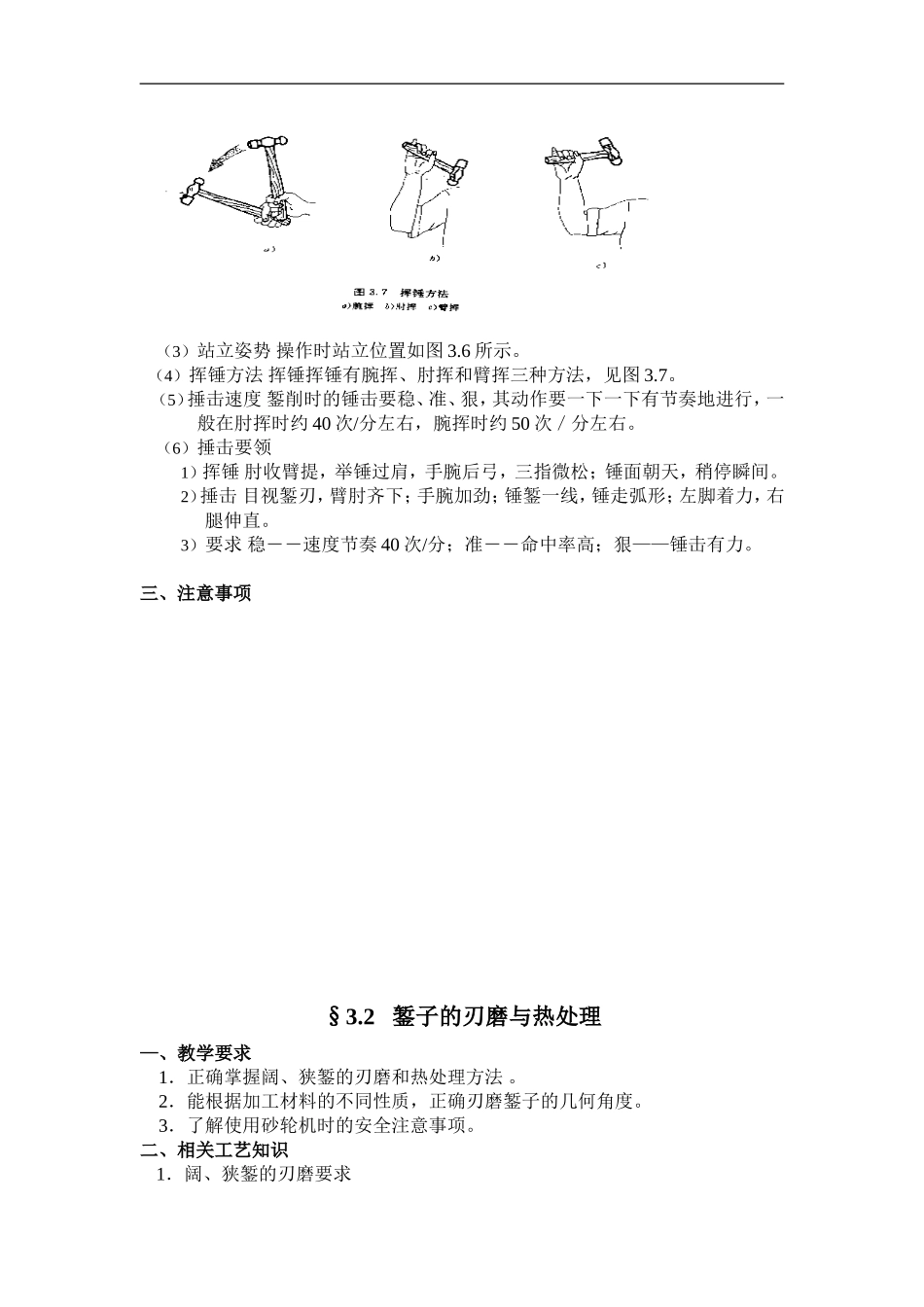
(2)手锤2.錾削姿势(1)手锤的握法手锤的握法有两种:1)紧握法(图3
3);2)松握法(图3
4);(2)錾子的握法(图3
5)錾子的握法有两种:1)正握法;2)反握法;(3)站立姿势操作时站立位置如图3
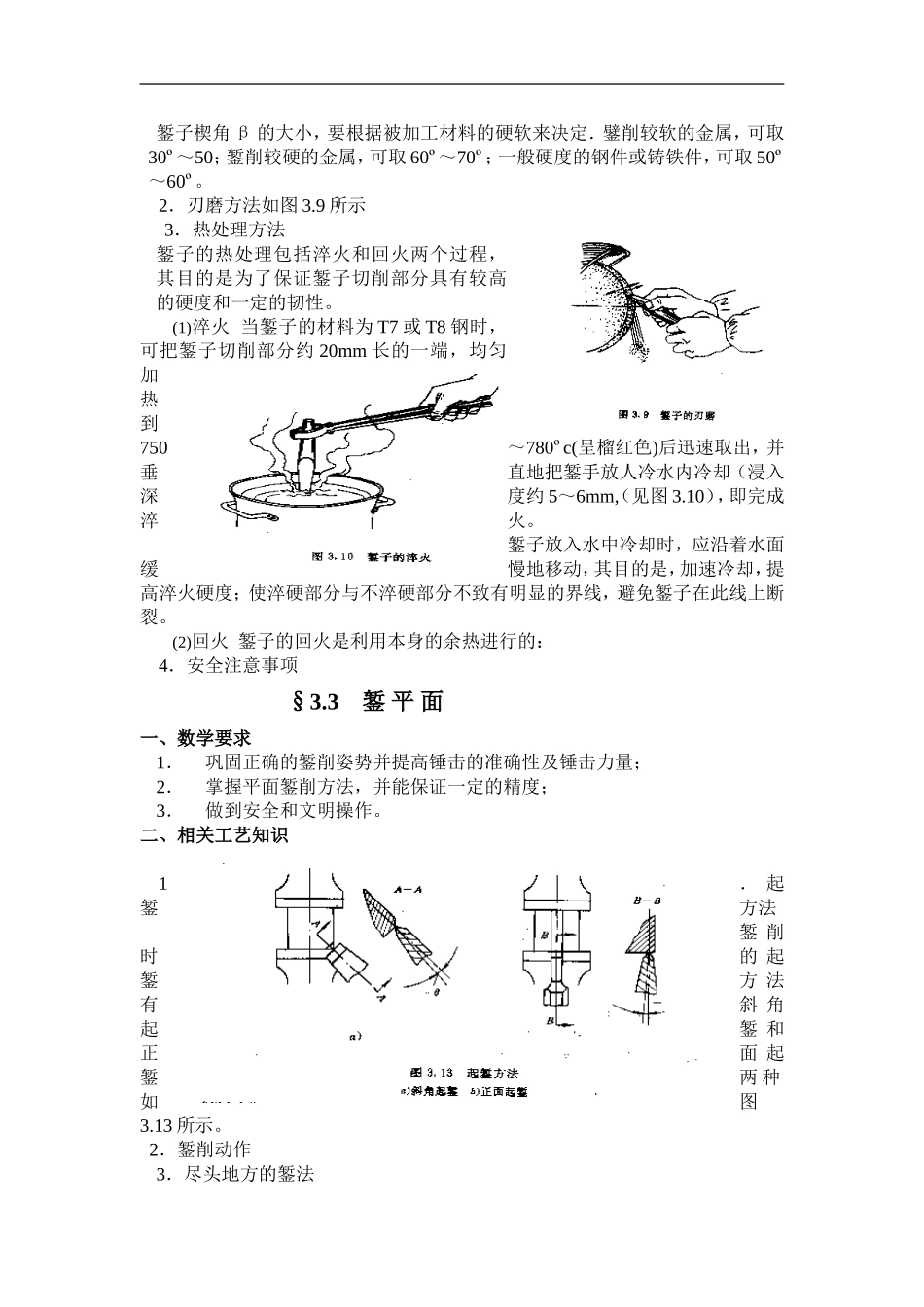
(4)挥锤方法挥锤挥锤有腕挥、肘挥和臂挥三种方法,见图3
(5)捶击速度錾削时的锤击要稳、准、狠,其动作要一下一下有节奏地进行,一般在肘挥时约40次/分左右,腕挥时约50次/分左右
(6)捶击要领1)挥锤肘收臂提,举锤过肩,手腕后弓,三指微松;锤面朝天,稍停瞬间
2)捶击目视錾刃,臂肘齐下;手腕加劲;锤錾一线,锤走弧形;左脚着力,右腿伸直
3)要求稳――速度节奏40次/分;准――命中率高;狠——锤击有力
三、注意事项§3
2錾子的刃磨与热处理—、教学要求1.正确掌握阔、狭錾的刃磨和热处理方法
2.能根据加工材料的不同性质,正确刃磨錾子的几何角度
3.了解使用砂轮机时的安全注意事项
二、相关工艺知识1.阔、狭錾的刃磨要求錾子楔角β的大小,要根据被加工材料的硬软来决定.鐾削较软的金属,可取30º~50;錾削较硬的金属,可取60º~70º;一般硬度的钢件或铸铁件,可取50º~60º
2.刃磨方法如图3
9所示3.热处理方法錾子的热处理包括淬火和回火两个过程,其目的是为了保证錾子切削部分具有较高的硬度和一定的韧性
(1)淬火当錾子的材料为T7或T8钢时,可把錾子切削部分约20mm长的一端,均匀加热到750~780ºc(呈榴红色)后迅速取出,并垂直地把錾手放人冷水内冷却(浸入深度约5~6mm,(见图3