学习情境二学习情境二沟槽螺纹零件的数控车削加工沟槽螺纹零件的数控车削加工学习情境二学习情境二沟槽螺纹零件的数控车削加工沟槽螺纹零件的数控车削加工零件图纸课程的知识内容课程的知识内容零件的工艺性分析零件的工艺性分析零件加工工艺过程分析与设计零件加工工艺过程分析与设计零件的数控程序设计零件的数控程序设计零件实际加工训练及加工过程控制零件实际加工训练及加工过程控制零件的工艺性分析零件的工艺性分析工艺性分析通常从零件结构形状的复杂程度、位置及尺寸精工艺性分析通常从零件结构形状的复杂程度、位置及尺寸精度的可控制程度、材料难加工程度几个方面进行分析说明
度的可控制程度、材料难加工程度几个方面进行分析说明
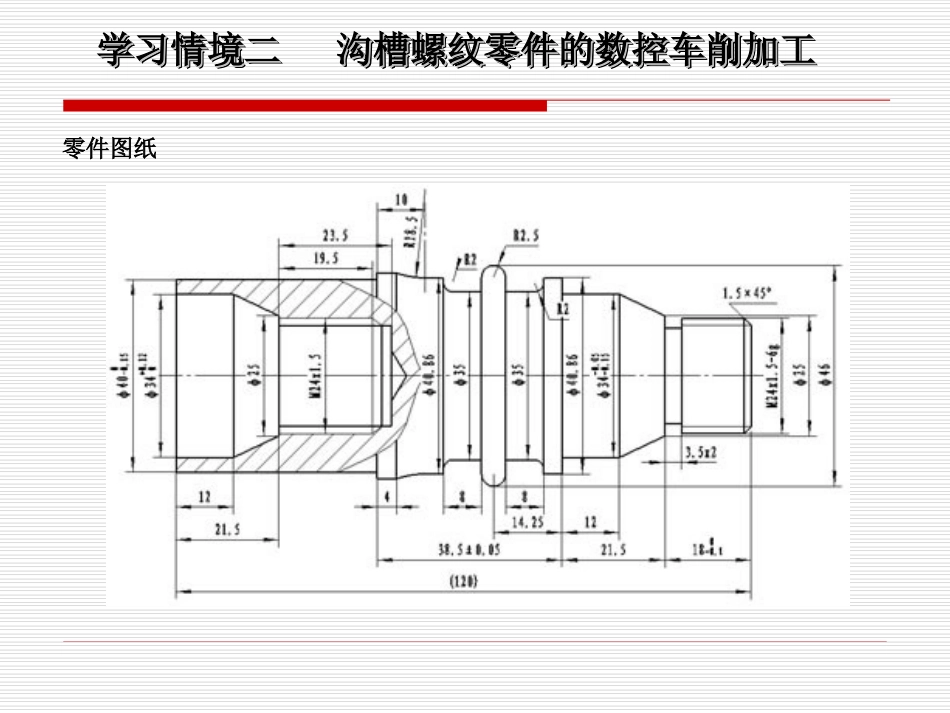
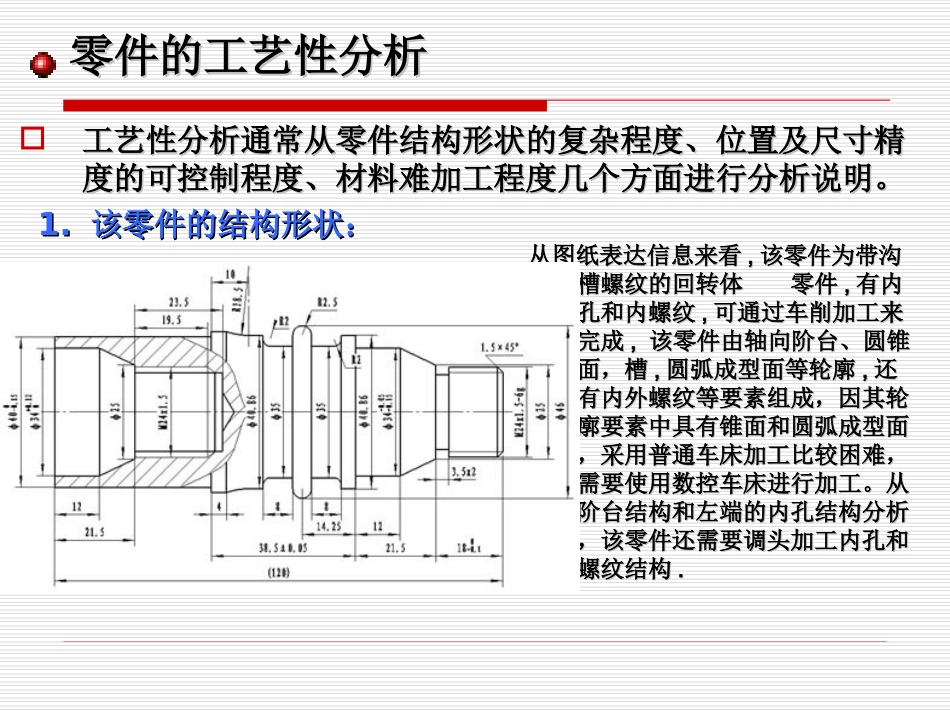
该零件的结构形状:该零件的结构形状:从图纸表达信息来看从图纸表达信息来看,,该零件为带沟该零件为带沟槽螺纹的回转体零件槽螺纹的回转体零件,,有内有内孔和内螺纹孔和内螺纹,,可通过车削加工来可通过车削加工来完成完成,,该零件由轴向阶台、圆锥该零件由轴向阶台、圆锥面,槽面,槽,,圆弧成型面等轮廓圆弧成型面等轮廓,,还还有内外螺纹等要素组成,因其轮有内外螺纹等要素组成,因其轮廓要素中具有锥面和圆弧成型面廓要素中具有锥面和圆弧成型面,采用普通车床加工比较困难,,采用普通车床加工比较困难,需要使用数控车床进行加工
从需要使用数控车床进行加工
从阶台结构和左端的内孔结构分析阶台结构和左端的内孔结构分析,该零件还需要调头加工内孔和,该零件还需要调头加工内孔和螺纹结构螺纹结构
零件的工艺性分析零件的工艺性分析2
该零件的尺寸精度求:该零件的尺寸精度求:尺寸精度:左端尺寸精度:左端Ø40Ø40-0
03的轴的轴,,其公差为其公差为IT11IT11级级;;,,Ø34Ø34的径向尺寸的径向尺寸,,其公差为其公差为IT11IT11级,左端级,左端Ø40Ø40的轴的轴,,其公差