顶出装置有螺纹之成形品取出方法成形品有螺纹场合,脱模方法有下列三种
1)模具螺纹部份模
2)模具螺纹布置入嵌入件
3)成形品在模具螺纹不回转
(1)模具螺纹部份模此种方法适合于外螺纹(阳螺纹之模具构造,制造亦较简单,能确实脱模
但成形螺纹部有挤入分模线之废边之产生,成形品之后加工困难,与啮和件之配合形成故障
(2)模具螺纹部置入嵌入件模具构造不能使用分模及回转旋出者,模型构造简单之场合可以使用置入嵌和件法
但使用此法时,成形品顶出后,必需将嵌入件取下,成形品为外螺纹之场合,由于收缩,取出容易,但如为内螺纹之场合,则置入之嵌入件与成形品之接触面积大,取出不易,由于成形品之材料及接触面积大取出困难
(3)成形品在模具螺纹部回转之场合一般盖件为有内螺纹之成形品,大多使用回转自动旋出
此种场合,成形品与模具任一件回转,并作退出运动,或一件仅作回转,他件作退出运动但对成形品必需有滑动定位(回转止动)
成形品外周滑动定位,有点状浇口之模具,开模同时开始回转之场合,成形品与模具螺纹部之脱模,由于分模面之压开,分模面之脱模抵抗大,成形品螺纹发生破断
为使能防止此项疵病,螺纹退出作用之速度,必需设计与分模开模机构之速度相同
再者,在成形品螺纹部以外脱模抵抗较强处所之场合,与回转开始之同时,必需有相同速度之顶出作用
回转作用虽在模具之固定侧即可动侧中俱可设置,但一般成形机设置于喷嘴及顶出机构之反对侧,由于注道,流道之配置及顶出关系,回转机构设置于可动侧,在模具构造上及成形能率上俱属有利
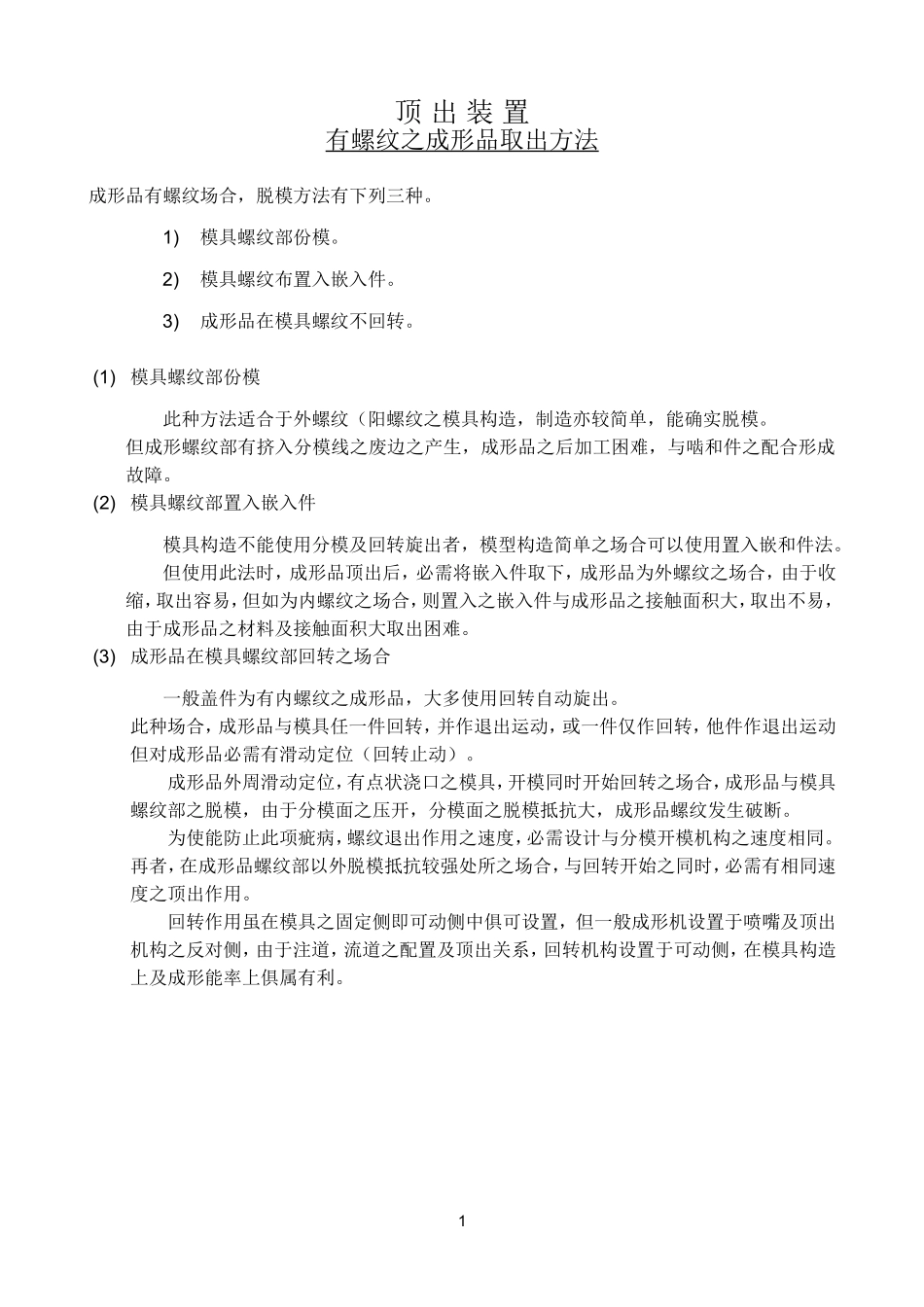
1成形品外周有滑动定位之场合图13外侧点状浇口之场合图14内面点状浇口之场合图13外点式浇口,图14为内点状浇口,俱使用特殊之顶出梢,刮料板等将其顶出,于开模间螺纹(a)回转纹数次后,在型穴中或心型上脱离,成形品自然落下
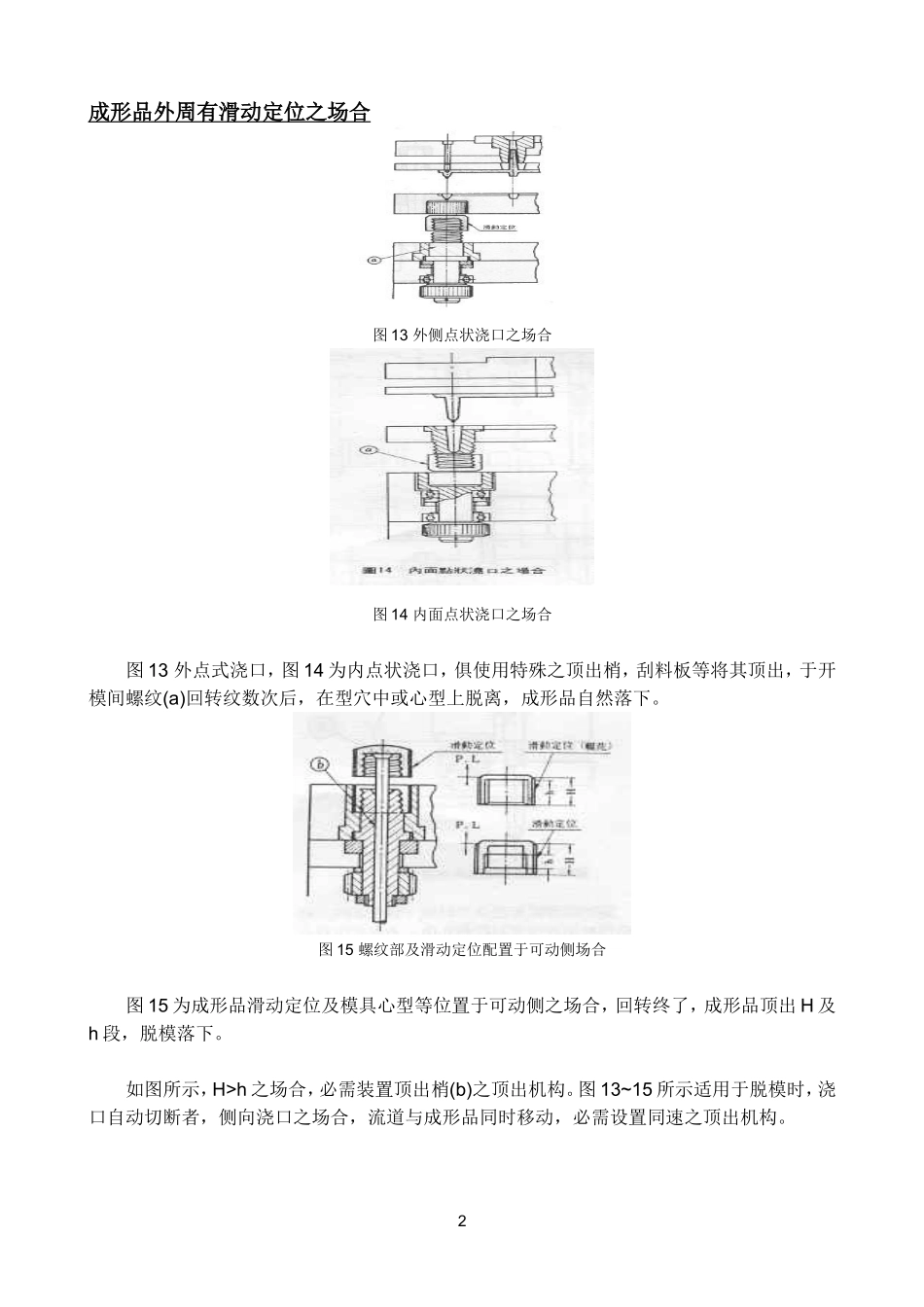
图15螺纹部及滑动定位配置于可动侧场合图15为成形品滑动定位及模具心型等位置于可动侧之场合