发动机-气缸盖、气门11-36气门锁夹的安装(1)如果气门弹簧被过度压缩,会使气门弹簧上座底端同它接触,使气门油封损坏
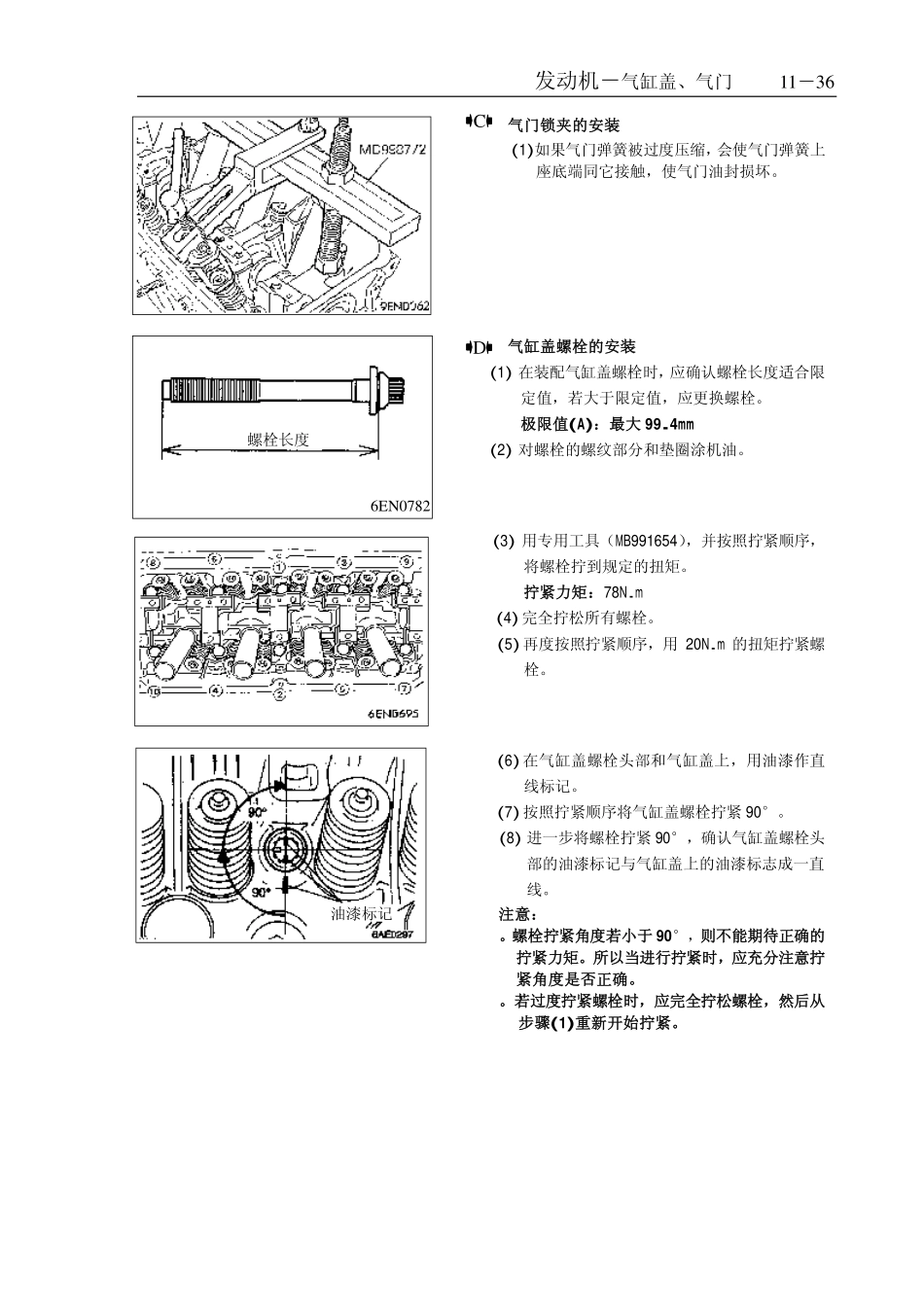
气缸盖螺栓的安装(1)在装配气缸盖螺栓时,应确认螺栓长度适合限定值,若大于限定值,应更换螺栓
极限值(A):最大99
4mm(2)对螺栓的螺纹部分和垫圈涂机油
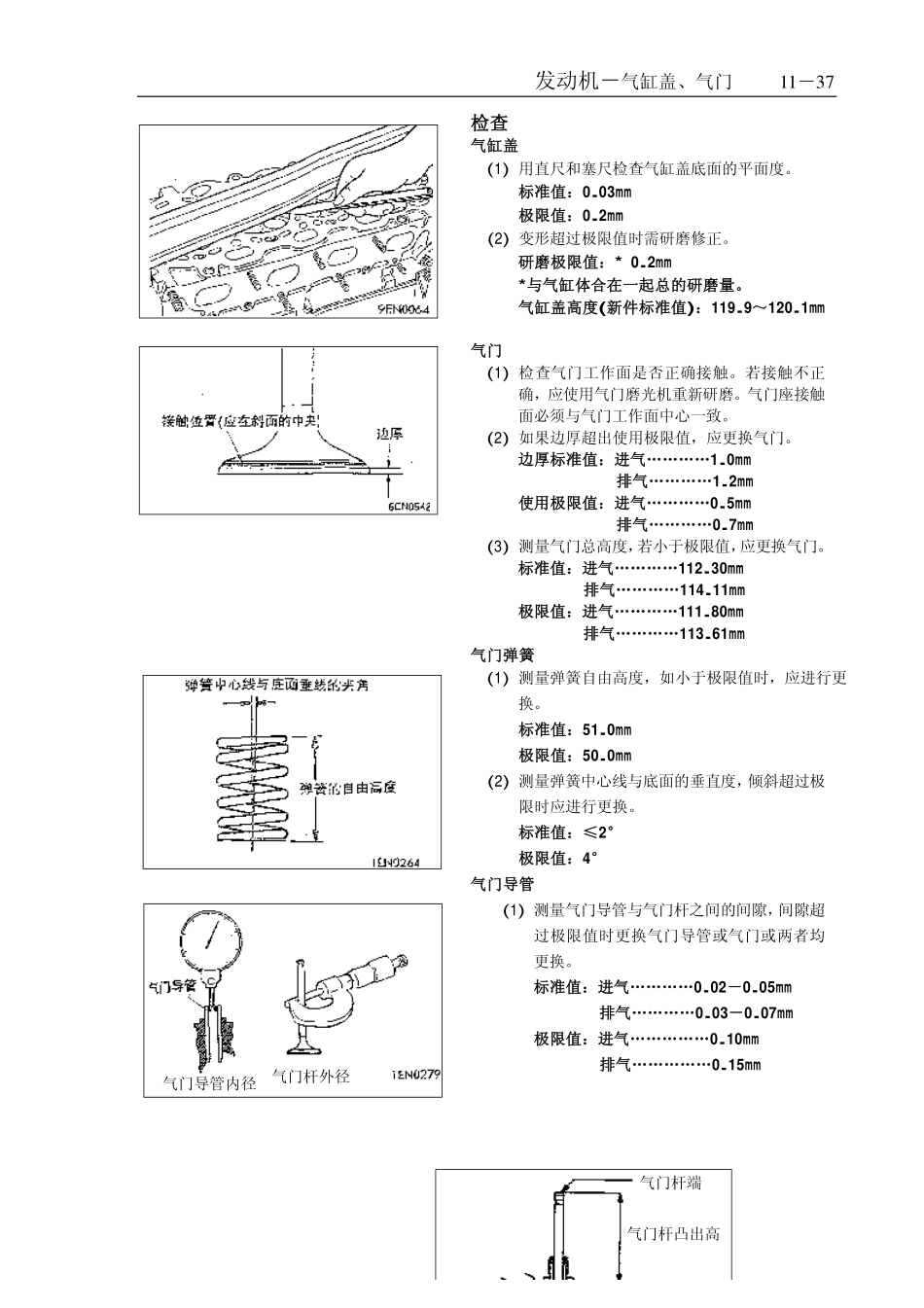
(3)用专用工具(MB991654),并按照拧紧顺序,将螺栓拧到规定的扭矩
拧紧力矩:78N
m(4)完全拧松所有螺栓
(5)再度按照拧紧顺序,用20N
m的扭矩拧紧螺栓
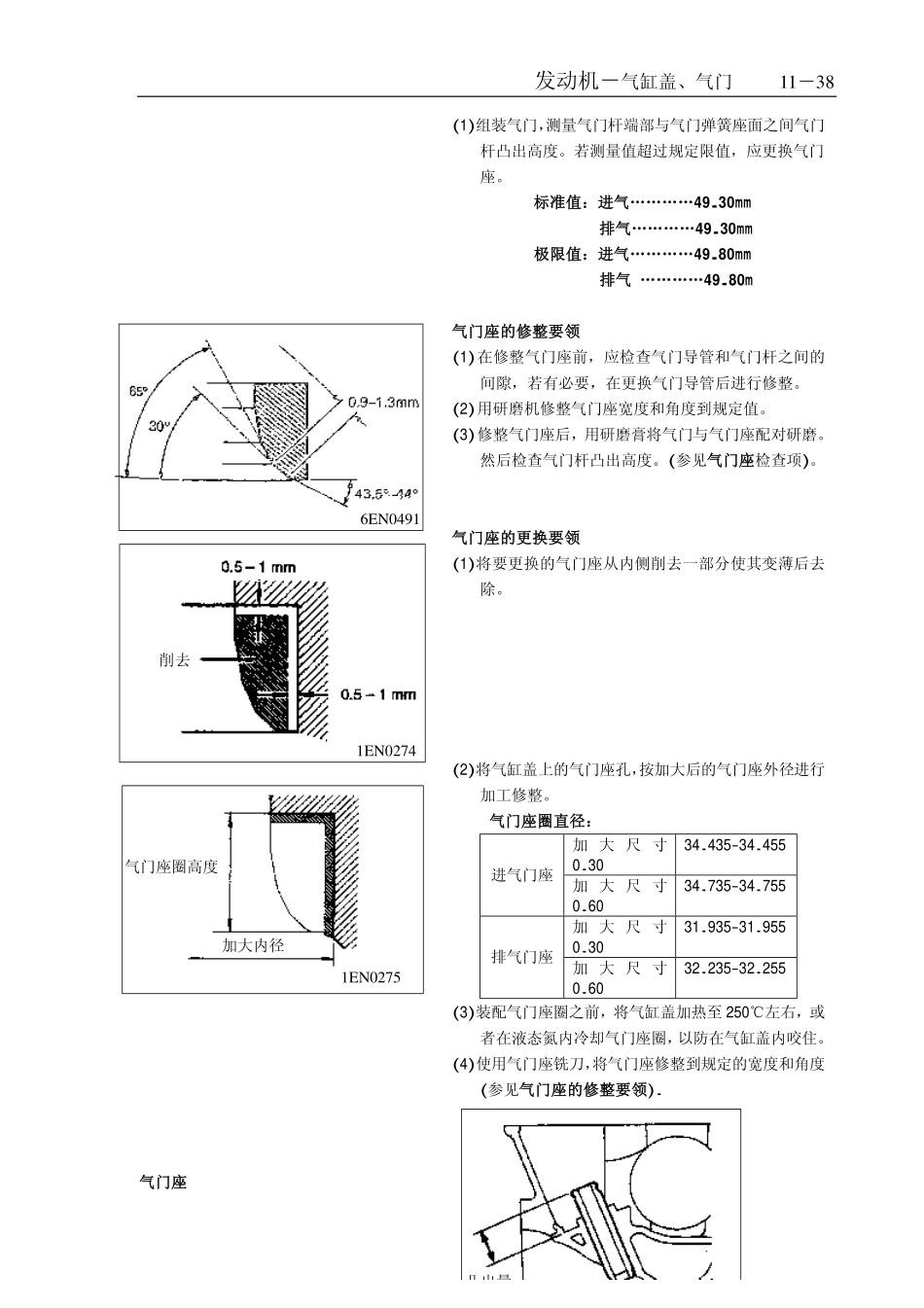
(6)在气缸盖螺栓头部和气缸盖上,用油漆作直线标记
(7)按照拧紧顺序将气缸盖螺栓拧紧90°
(8)进一步将螺栓拧紧90°,确认气缸盖螺栓头部的油漆标记与气缸盖上的油漆标志成一直线
螺栓拧紧角度若小于90°,则不能期待正确的拧紧力矩
所以当进行拧紧时,应充分注意拧紧角度是否正确
若过度拧紧螺栓时,应完全拧松螺栓,然后从步骤(1)重新开始拧紧
C螺栓长度6EN0782油漆标记D发动机-气缸盖、气门11-37检查气缸盖(1)用直尺和塞尺检查气缸盖底面的平面度
03mm极限值:0
2mm(2)变形超过极限值时需研磨修正
研磨极限值:*0
2mm*与气缸体合在一起总的研磨量
气缸盖高度(新件标准值):119
1mm气门(1)检查气门工作面是否正确接触
若接触不正确,应使用气门磨光机重新研磨
气门座接触面必须与气门工作面中心一致
(2)如果边厚超出使用极限值,应更换气门
边厚标准值:进气…………1
0mm排气…………1
2mm使用极限值:进气…………0
5mm排气…………0
7mm(3)测量气门总高度,若小于极限值,应更换气门
标准值:进气…………112
30mm排气…………114
11mm极限值:进气…………111
80mm排气…………113
61mm气门弹簧(1)测量弹簧自由高度,如小于极限值时,应进行