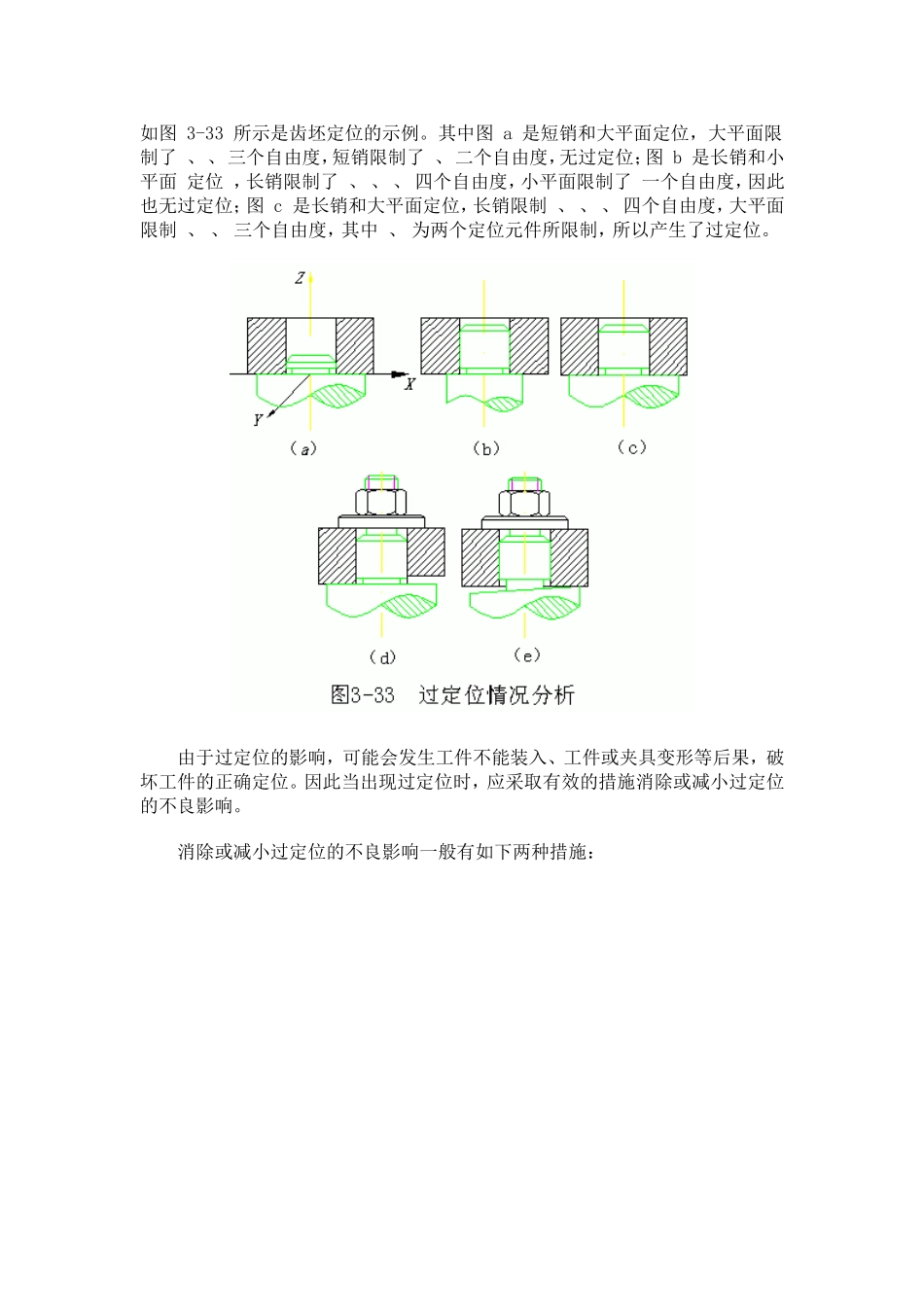
如图3-33所示是齿坯定位的示例
其中图a是短销和大平面定位,大平面限制了、、三个自由度,短销限制了、二个自由度,无过定位;图b是长销和小平面定位,长销限制了、、、四个自由度,小平面限制了一个自由度,因此也无过定位;图c是长销和大平面定位,长销限制、、、四个自由度,大平面限制、、三个自由度,其中、为两个定位元件所限制,所以产生了过定位
由于过定位的影响,可能会发生工件不能装入、工件或夹具变形等后果,破坏工件的正确定位
因此当出现过定位时,应采取有效的措施消除或减小过定位的不良影响
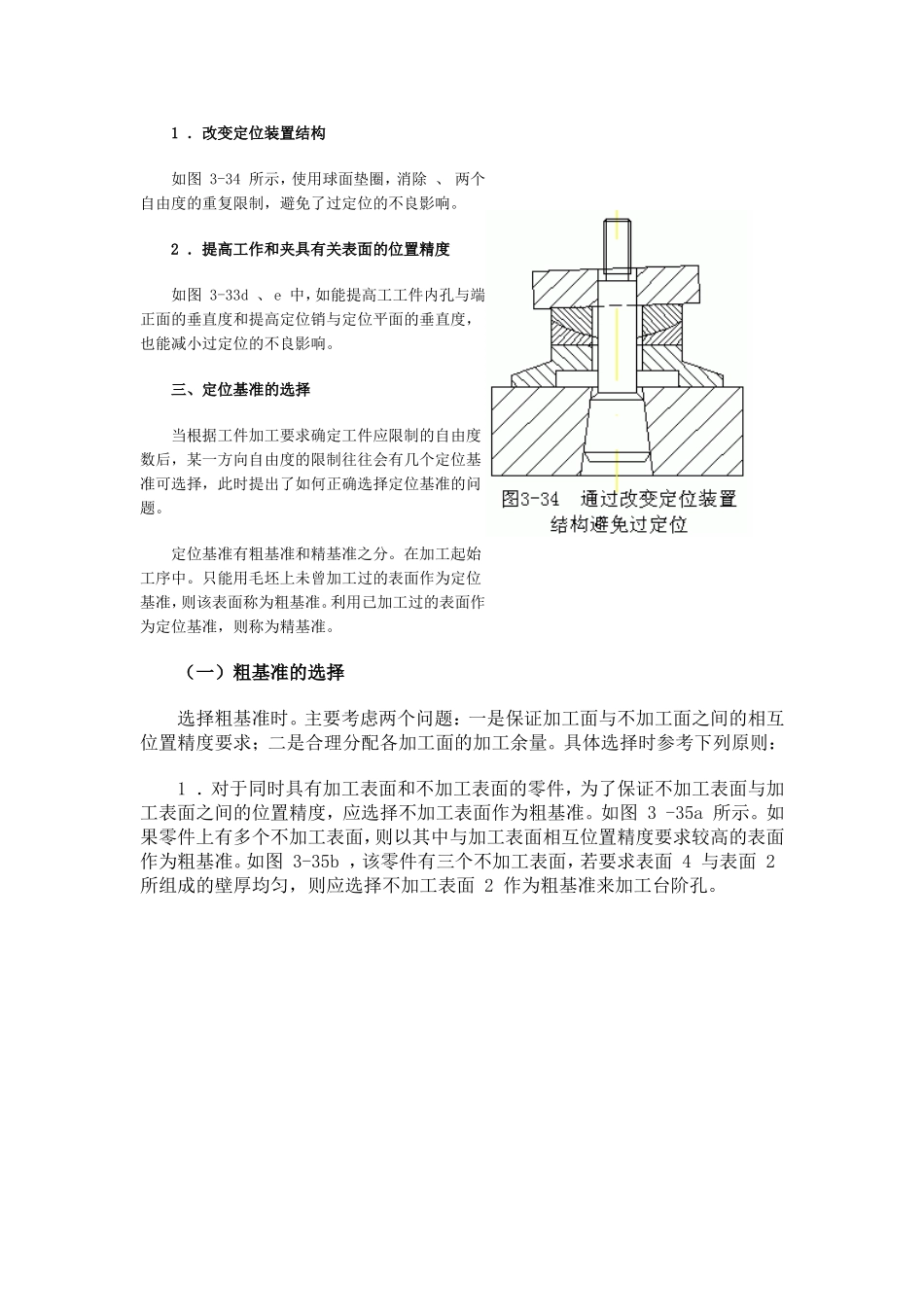
消除或减小过定位的不良影响一般有如下两种措施:1.改变定位装置结构如图3-34所示,使用球面垫圈,消除、两个自由度的重复限制,避免了过定位的不良影响
2.提高工作和夹具有关表面的位置精度如图3-33d、e中,如能提高工工件内孔与端正面的垂直度和提高定位销与定位平面的垂直度,也能减小过定位的不良影响
三、定位基准的选择当根据工件加工要求确定工件应限制的自由度数后,某一方向自由度的限制往往会有几个定位基准可选择,此时提出了如何正确选择定位基准的问题
定位基准有粗基准和精基准之分
在加工起始工序中
只能用毛坯上未曾加工过的表面作为定位基准,则该表面称为粗基准
利用已加工过的表面作为定位基准,则称为精基准
(一)粗基准的选择选择粗基准时
主要考虑两个问题:一是保证加工面与不加工面之间的相互位置精度要求;二是合理分配各加工面的加工余量
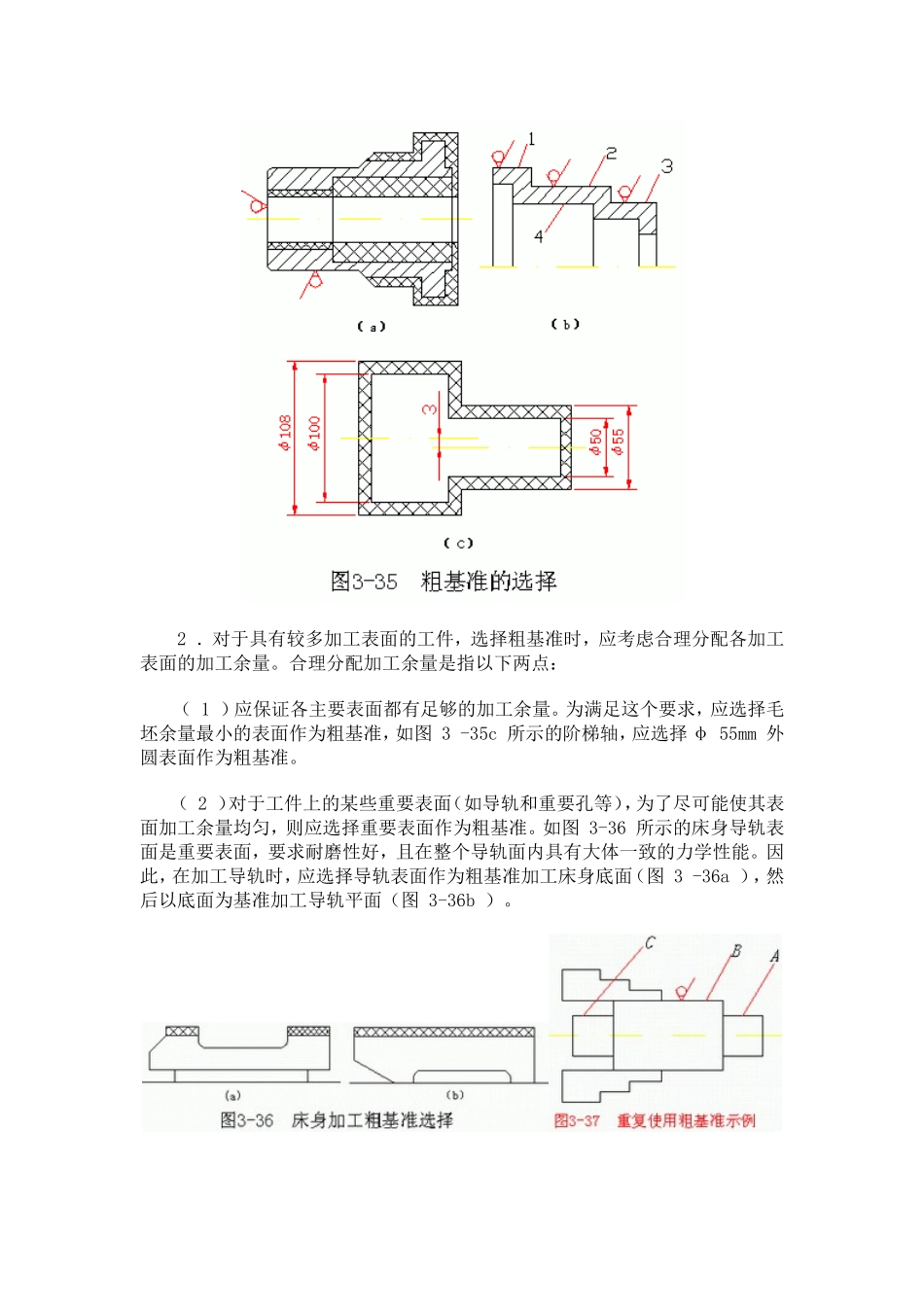
具体选择时参考下列原则:1.对于同时具有加工表面和不加工表面的零件,为了保证不加工表面与加工表面之间的位置精度,应选择不加工表面作为粗基准
如图3-35a所示
如果零件上有多个不加工表面,则以其中与加工表面相互位置精度要求较高的表面作为粗基准
如图3-35b,该零件有三个不加工表面,若要求表面4与表面2所组成的壁厚均匀,则应选择不加工表面2作为粗基准来加工台阶孔
2.对于具有