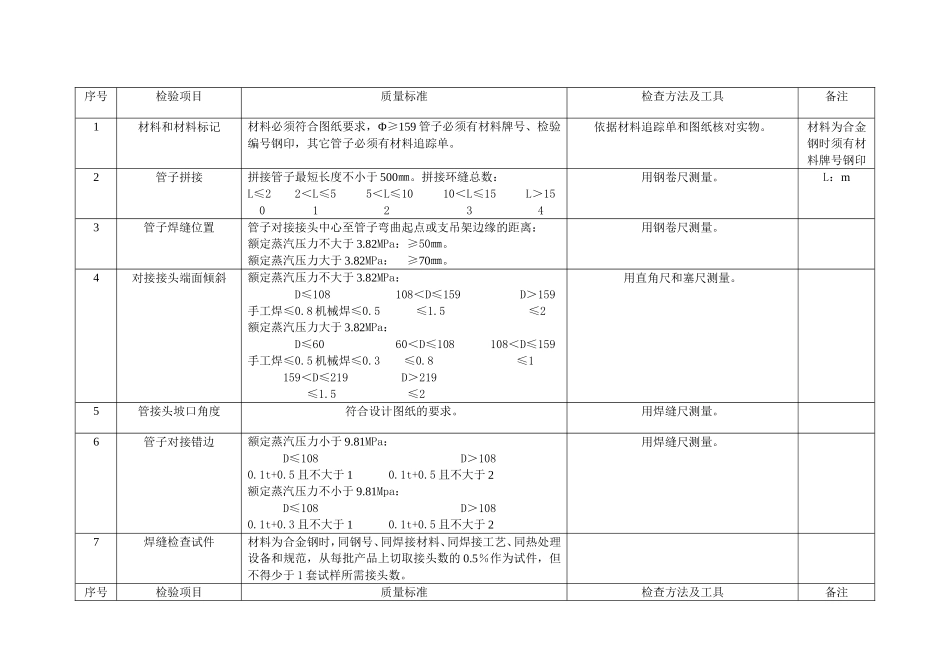
弯管质量检验工艺(2006年版)编制:审核:批准:江西江联能源环保股份有限公司修改○Q-C01-105序号检验项目质量标准检查方法及工具备注1材料和材料标记材料必须符合图纸要求,Φ≥159管子必须有材料牌号、检验编号钢印,其它管子必须有材料追踪单
依据材料追踪单和图纸核对实物
材料为合金钢时须有材料牌号钢印2管子拼接拼接管子最短长度不小于500㎜
拼接环缝总数:L≤22<L≤55<L≤1010<L≤15L>1501234用钢卷尺测量
L:m3管子焊缝位置管子对接接头中心至管子弯曲起点或支吊架边缘的距离:额定蒸汽压力不大于3
82MPa:≥50㎜
额定蒸汽压力大于3
82MPa:≥70㎜
用钢卷尺测量
4对接接头端面倾斜额定蒸汽压力不大于3
82MPa:D≤108108<D≤159D>159手工焊≤0
8机械焊≤0
5≤2额定蒸汽压力大于3
82MPa:D≤6060<D≤108108<D≤159手工焊≤0
5机械焊≤0
8≤1159<D≤219D>219≤1
5≤2用直角尺和塞尺测量
5管接头坡口角度符合设计图纸的要求
用焊缝尺测量
6管子对接错边额定蒸汽压力小于9
81MPa:D≤108D>1080
5且不大于10
5且不大于2额定蒸汽压力不小于9
81Mpa:D≤108D>1080
3且不大于10
5且不大于2用焊缝尺测量
7焊缝检查试件材料为合金钢时,同钢号、同焊接材料、同焊接工艺、同热处理设备和规范,从每批产品上切取接头数的0
5%作为试件,但不得少于1套试样所需接头数
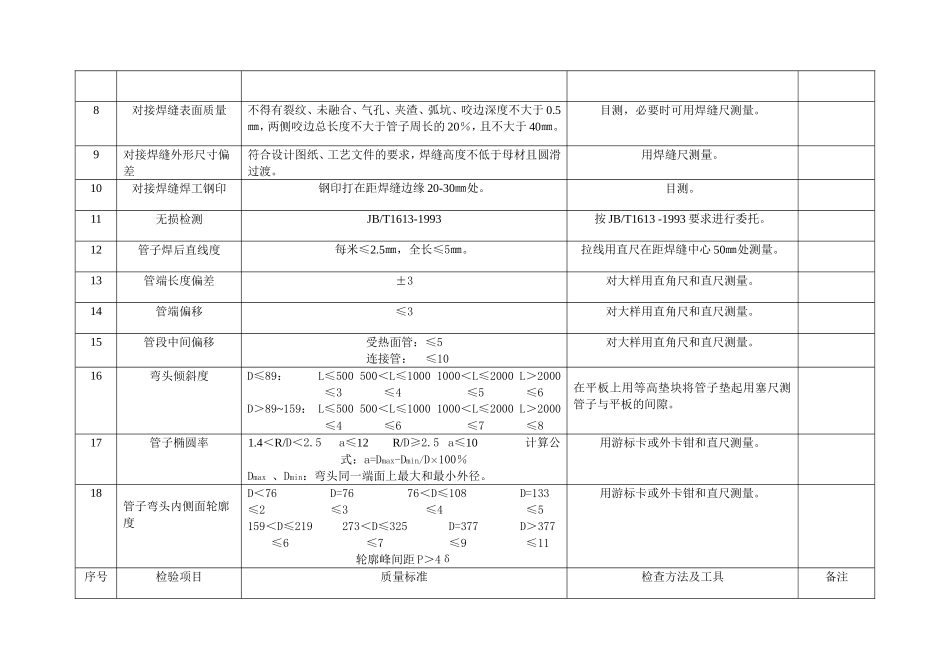
序号检验项目质量标准检查方法及工具备注8对接焊缝表面质量不得有裂纹、未融合、气孔、夹渣、弧坑、咬边深度不大于0
5㎜,两侧咬边总长度不大于管子周长的20%,且不大于40㎜
目测,必要时可用焊缝尺测量
9对接焊缝外形尺寸偏差符合设计图纸、工艺文件的