*关于圆形缺陷评定部位的选择及质量分级和条形缺陷的评定步骤及综合评级一
圆形缺陷评定部位的选择:在底片评定范围内,各处圆缺均可用圆缺评定区确定其级别
当要确定底片有效长度范围内焊缝质量级别时,选择缺陷最严重的部位
评定圆形缺陷可采取以下步骤:①如有长径>母材厚度T/2或深孔,直接评为Ⅳ级
无须进行其它步骤
②据母材厚度选择评定区尺寸,按缺陷自身长宽比确定其是否为圆缺
将评定框内圆缺最严重部位先换算点数,再确定质量级别
③不及点数的圆缺在评定区中的数量于质量分级中的规定:a
I级焊缝内的圆缺点数不得多于10个,超过10个则降为Ⅱ级
T≤5㎜的Ⅱ级焊缝内,不计点数的圆缺也不得多于10个超过10个则降为Ⅲ级
④关于深孔和圆缺评定的适当放宽应注意:a
深孔是以母材厚度为基准,以焊缝余高为参照物
通过观察气孔(针孔)同母材黑度相比较来确定是否属于深孔
通常是针对较薄的板材而言
当圆缺的黑度大于母材黑度时,该缺陷即可评为深孔缺陷
对于标准中5
3⋯⋯可放宽1~2点
放宽的条件是针对奥氏体不锈钢、钛材,镍材和一些拘束度大的结构和不便施工的结构且“合同各方”同意,否则,不得随意放宽对圆形缺陷的质量要求
质量级别不允许超过Φ3㎜的圆缺,而评片人员视觉圆缺大于Φ3㎜,又无法确定Φ3
2㎜处于是否返修的临界状态,可按不返修处理
此种“临界状态”应是公认的
条缺评定步骤:第一步:按Ⅱ级评定a
先评单个条缺,再评条缺组
如单个条缺和条缺组都不超标,则评为Ⅱ级
若单个条缺超标,则降为Ⅲ级重新评定
若单个条缺不超标,条缺组超标也降为Ⅲ级重新评定
第一步:按Ⅲ级评定a
若单个条缺和条缺组均不超标,则评为Ⅲ级
若单个条缺或条缺组有一个超标就可降为Ⅳ级
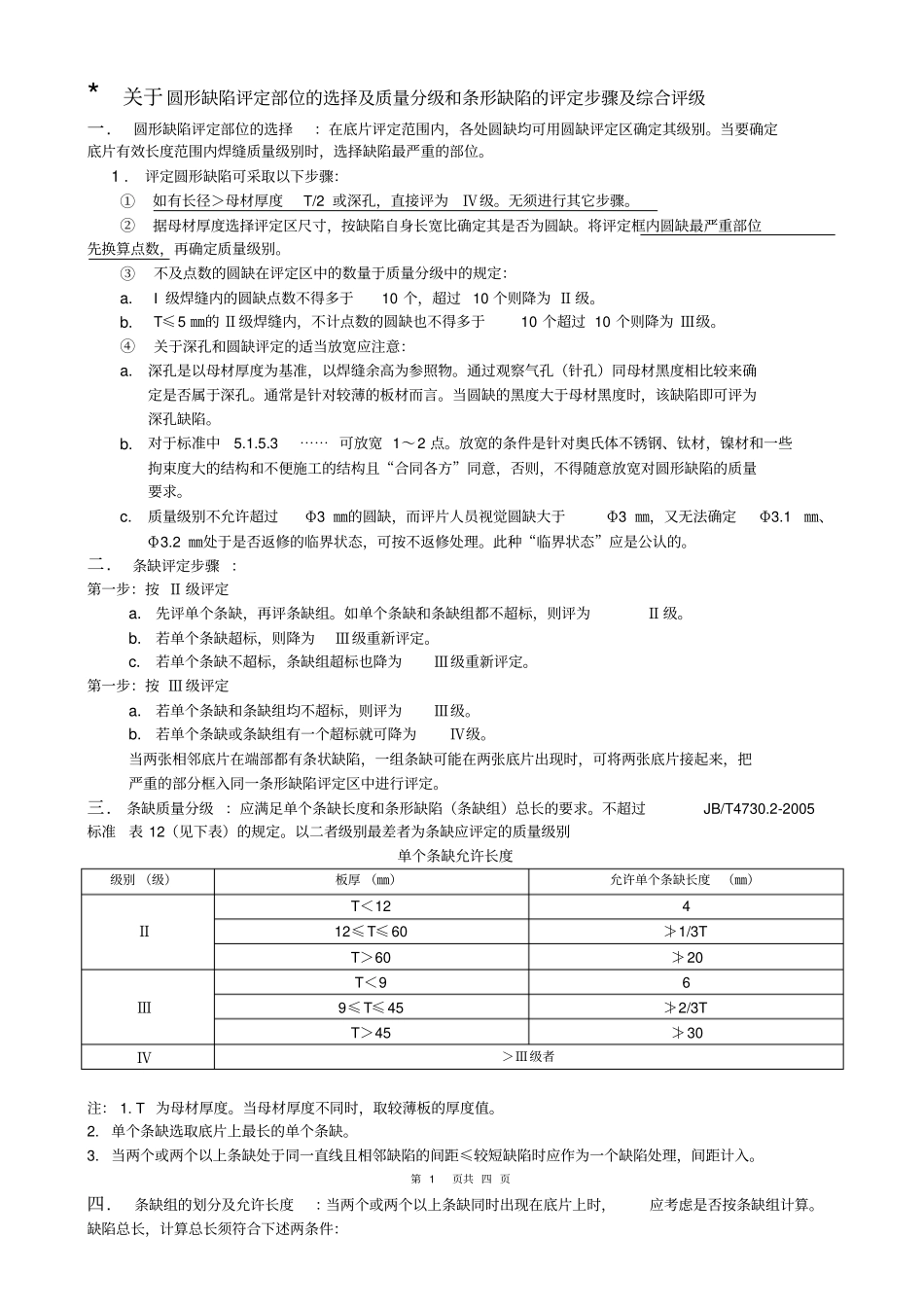
当两张相邻底片在端部都有条状缺陷,一组条缺可能在两张底片出现时,可将两张底片接起来,把严重的部分框入同一条