精密机械制造基础定位基准的选择一、定位基准的概念和类型在加工时,用以确定零件在机床的正确位置所采用的基准,称为定位基准
它是工件上与夹具定位元件直接接触的点、线或面
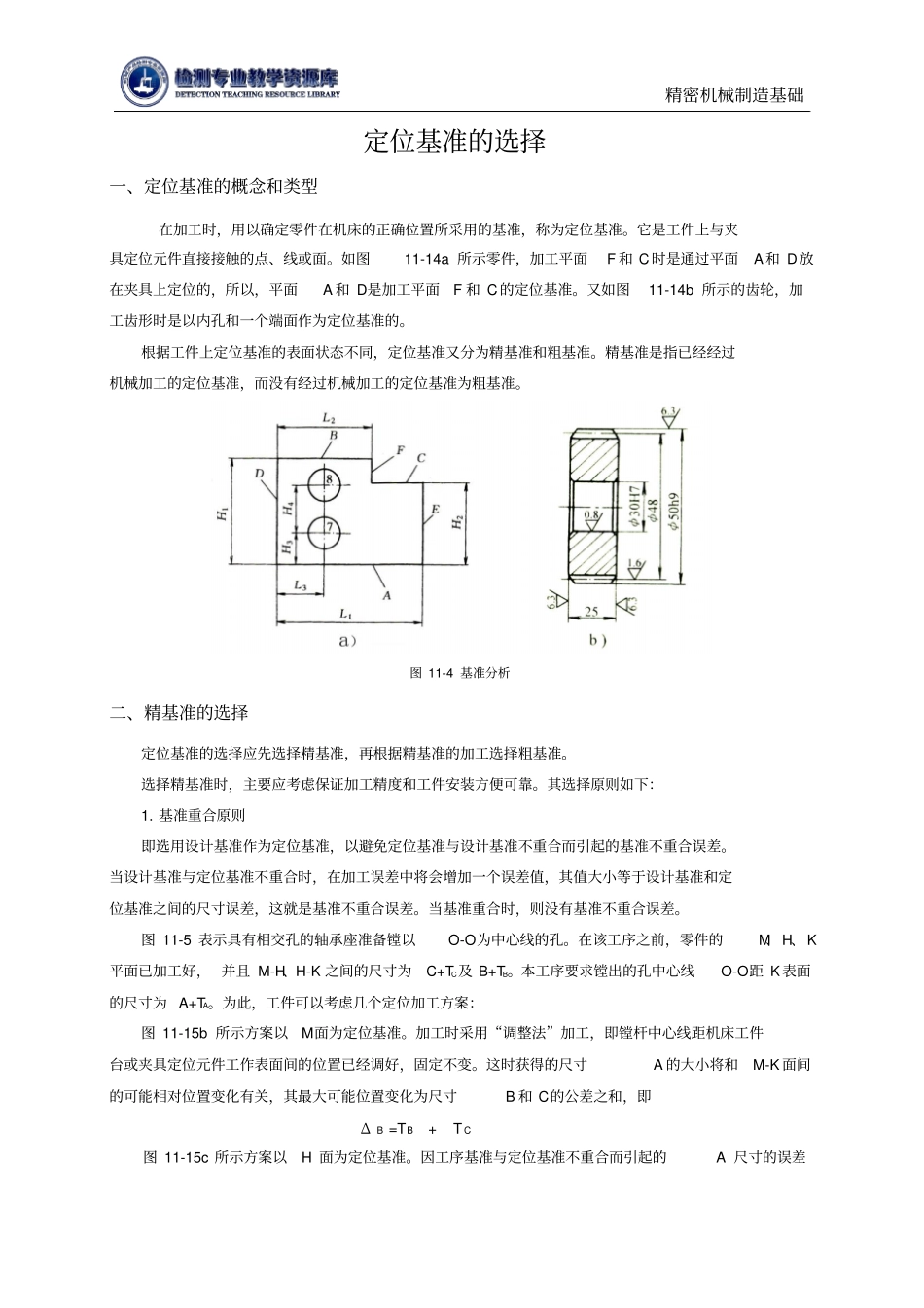
如图11-14a所示零件,加工平面F和C时是通过平面A和D放在夹具上定位的,所以,平面A和D是加工平面F和C的定位基准
又如图11-14b所示的齿轮,加工齿形时是以内孔和一个端面作为定位基准的
根据工件上定位基准的表面状态不同,定位基准又分为精基准和粗基准
精基准是指已经经过机械加工的定位基准,而没有经过机械加工的定位基准为粗基准
图11-4基准分析二、精基准的选择定位基准的选择应先选择精基准,再根据精基准的加工选择粗基准
选择精基准时,主要应考虑保证加工精度和工件安装方便可靠
其选择原则如下:1
基准重合原则即选用设计基准作为定位基准,以避免定位基准与设计基准不重合而引起的基准不重合误差
当设计基准与定位基准不重合时,在加工误差中将会增加一个误差值,其值大小等于设计基准和定位基准之间的尺寸误差,这就是基准不重合误差
当基准重合时,则没有基准不重合误差
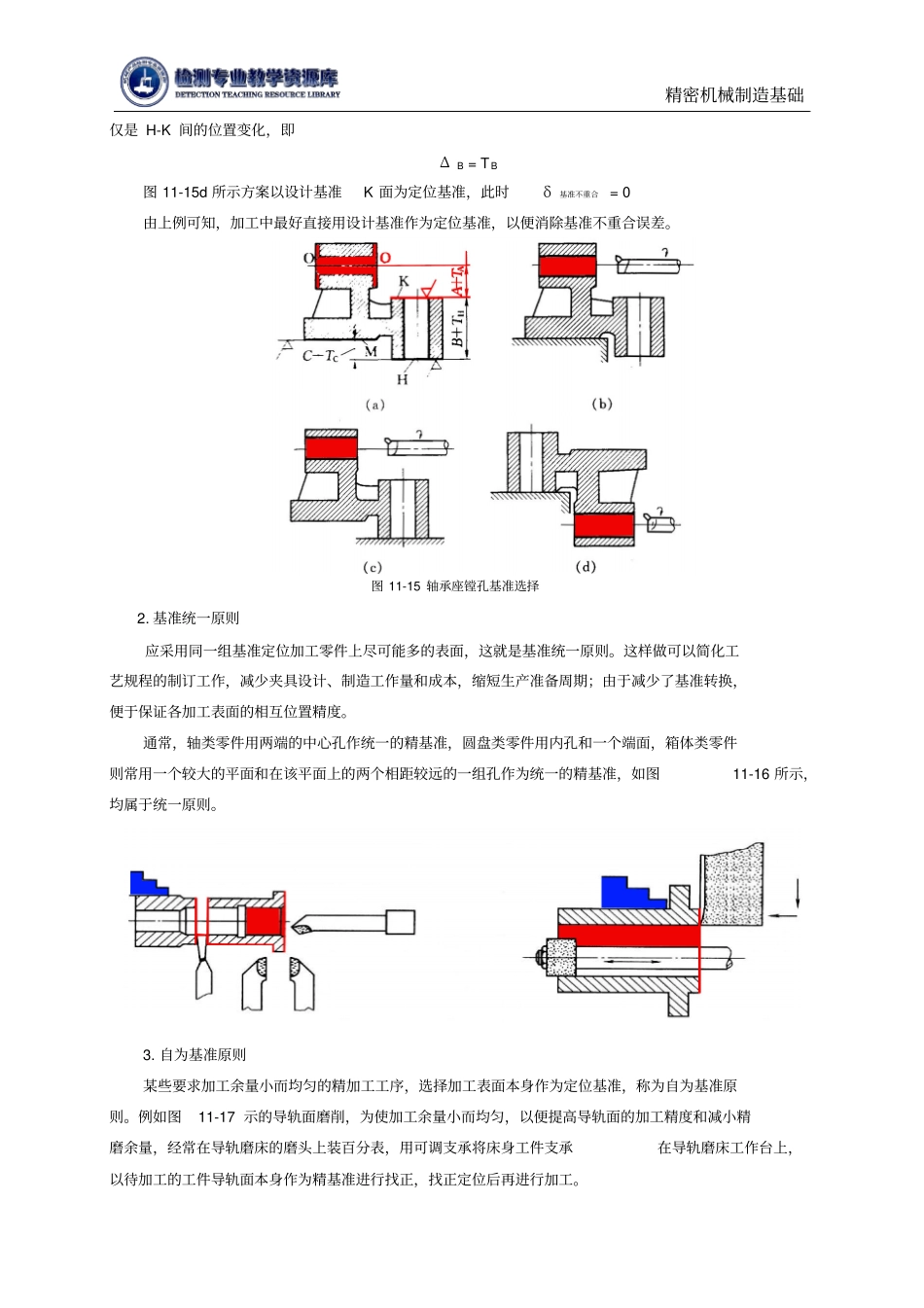
图11-5表示具有相交孔的轴承座准备镗以O-O为中心线的孔
在该工序之前,零件的M、H、K平面已加工好,并且M-H、H-K之间的尺寸为C+TC及B+TB
本工序要求镗出的孔中心线O-O距K表面的尺寸为A+TA
为此,工件可以考虑几个定位加工方案:图11-15b所示方案以M面为定位基准
加工时采用“调整法”加工,即镗杆中心线距机床工件台或夹具定位元件工作表面间的位置已经调好,固定不变
这时获得的尺寸A的大小将和M-K面间的可能相对位置变化有关,其最大可能位置变化为尺寸B和C的公差之和,即ΔB=TB+TC图11-15c所示方案以H面为定位基准
因工序基准与定位基准不重合而引起的A尺寸的误差精密机械制造基础仅是H-K间的位置变化,即ΔB=TB图11-15d所示方案以设