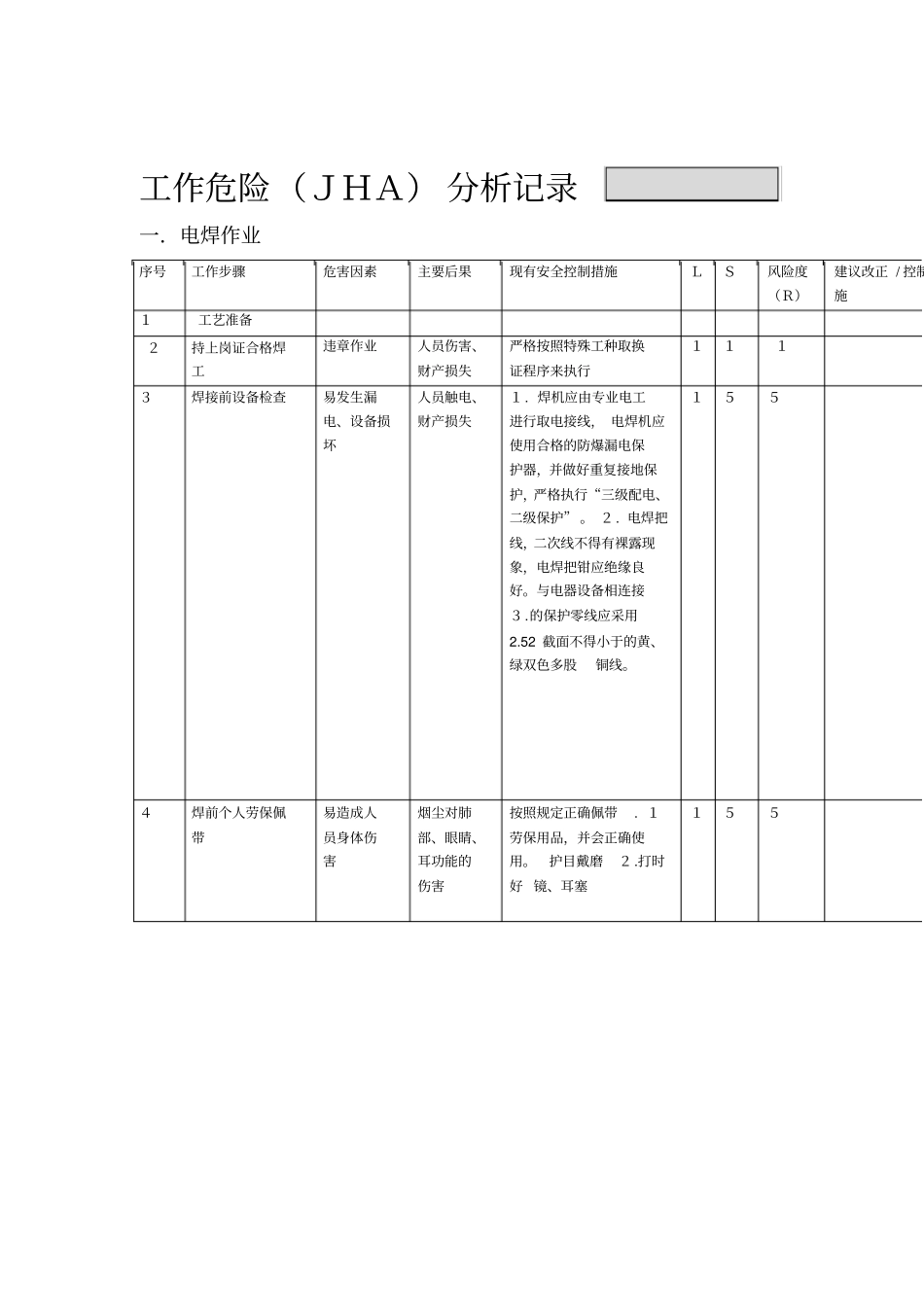
工作危险(JHA)分析记录一.电焊作业序号工作步骤危害因素主要后果现有安全控制措施LS风险度(R)建议改正/控制施1工艺准备2持上岗证合格焊工违章作业人员伤害、财产损失严格按照特殊工种取换证程序来执行1113焊接前设备检查易发生漏电、设备损坏人员触电、财产损失1
焊机应由专业电工进行取电接线,电焊机应使用合格的防爆漏电保护器,并做好重复接地保护,严格执行“三级配电、二级保护”
电焊把线,二次线不得有裸露现象,电焊把钳应绝缘良好
与电器设备相连接3
的保护零线应采用2
52截面不得小于的黄、绿双色多股铜线
1554焊前个人劳保佩带易造成人员身体伤害烟尘对肺部、眼睛、耳功能的伤害按照规定正确佩带
1劳保用品,并会正确使用
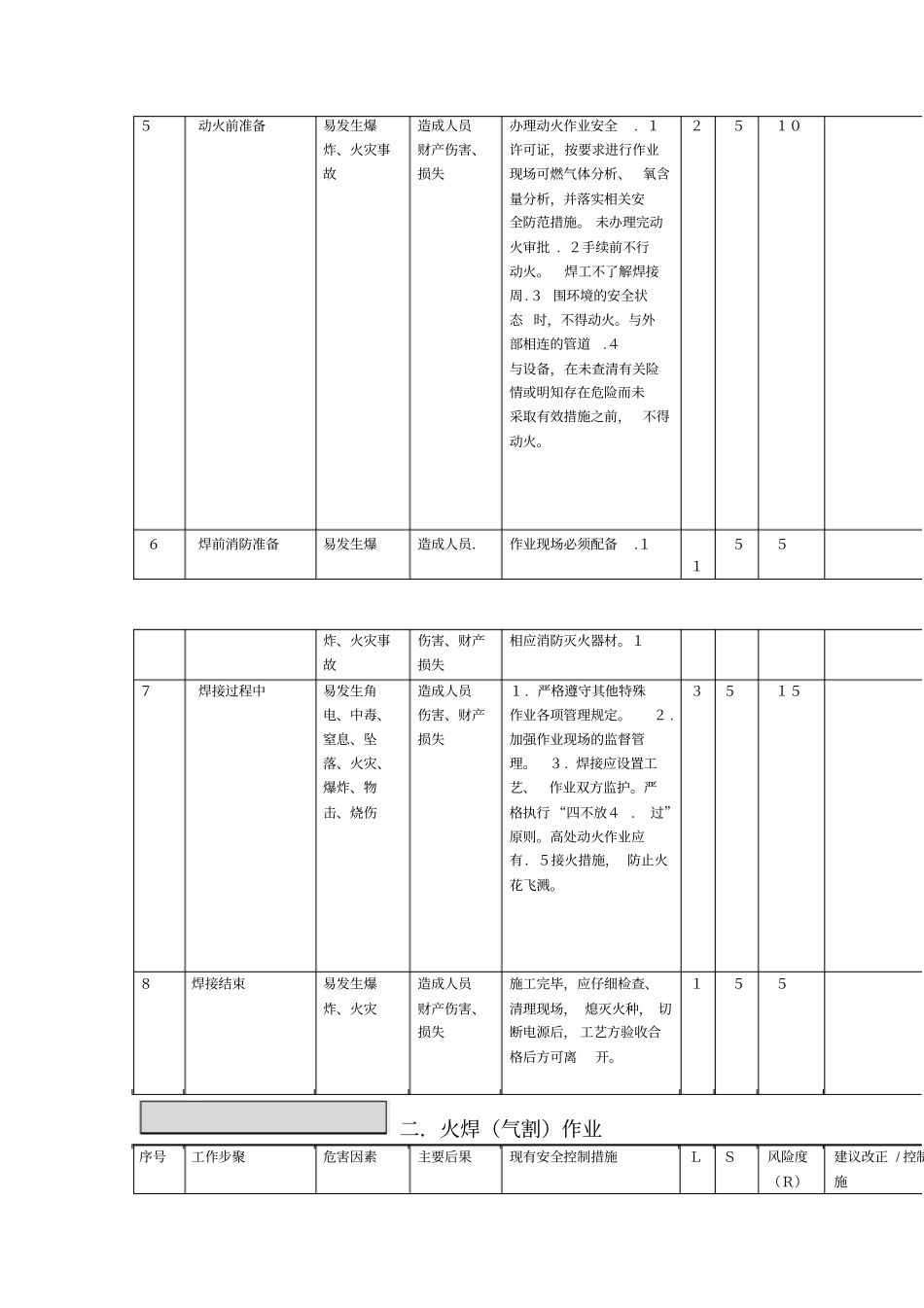
打时好镜、耳塞1555动火前准备易发生爆炸、火灾事故造成人员财产伤害、损失办理动火作业安全
1许可证,按要求进行作业现场可燃气体分析、氧含量分析,并落实相关安全防范措施
未办理完动火审批
2手续前不行动火
焊工不了解焊接周
3围环境的安全状态时,不得动火
与外部相连的管道
4与设备,在未查清有关险情或明知存在危险而未采取有效措施之前,不得动火
25106焊前消防准备易发生爆造成人员.作业现场必须配备
1155炸、火灾事故伤害、财产损失相应消防灭火器材
17焊接过程中易发生角电、中毒、窒息、坠落、火灾、爆炸、物击、烧伤造成人员伤害、财产损失1
严格遵守其他特殊作业各项管理规定
加强作业现场的监督管理
焊接应设置工艺、作业双方监护
严格执行“四不放4
高处动火作业应有
5接火措施,防止火花飞溅
35158焊接结束易发生爆炸、火灾造成人员财产伤害、损失施工完毕,应仔细检查、清理现场,熄灭火种,切断电源后,工艺方验收合格后方可离开
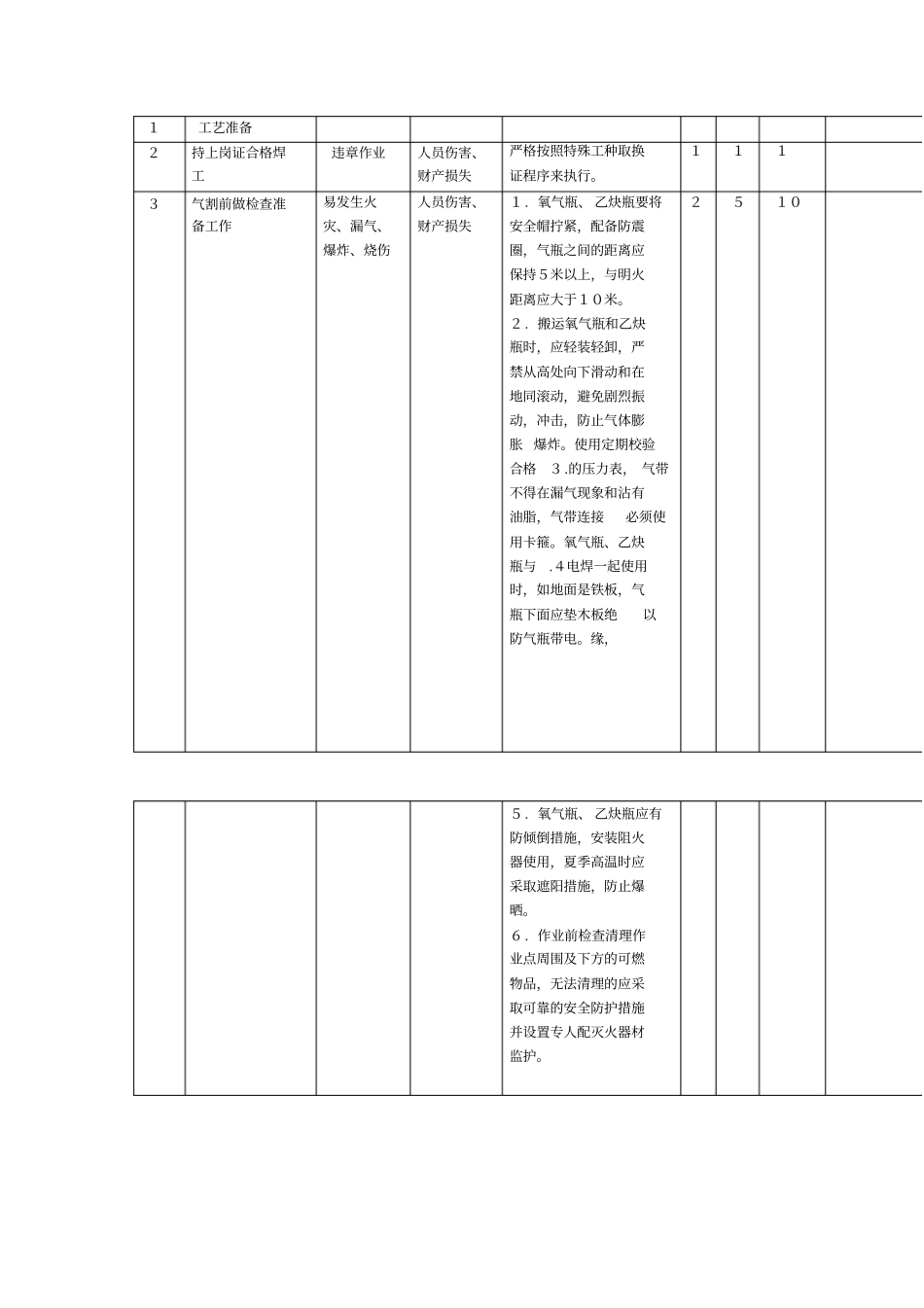
155二.火焊(气割)作业序号工作步聚危害因素主要后果现有安全控制措施LS风险度(R)建议改正/控制施1