1我国优质铸造生铁情况及高炉——感应炉熔炼工艺一、生铁需求量2008年我国铸件年产量:3350万吨,其中铸铁件产量:2510万吨(生铁:1640万吨,占49%;球铁:820万吨,占24
5%;可锻:50万吨,占1
5%),占75%
生铁需用量:2510×75%≈1880万吨,其中普通生铁1270万吨;普通低钛生铁100万吨;普通球铁、蠕铁用生铁460万吨;铸造大截面球铁、有低温性能要求及疲劳性能要求球铁及ADI球铁坯件生铁50万吨
按每年5%的增长,可大致算出2010年、2015年、2020年铸造生铁总需要量分别为:2070万吨、2600万吨、3300万吨
二、对铸造生铁要求不同类型和不同牌号的铸铁,对生铁有不同的要求,各生铁生产厂一定要根据本厂实际情况作好定位
(一)基本要求1
化学成份稳定,符合国家生铁标准;2
表面光洁,没有或很少渣子;3
(二)化学成份的特殊要求1
为改善某些HT250以上铸件机加工性能,要求Ti<0
035%;2
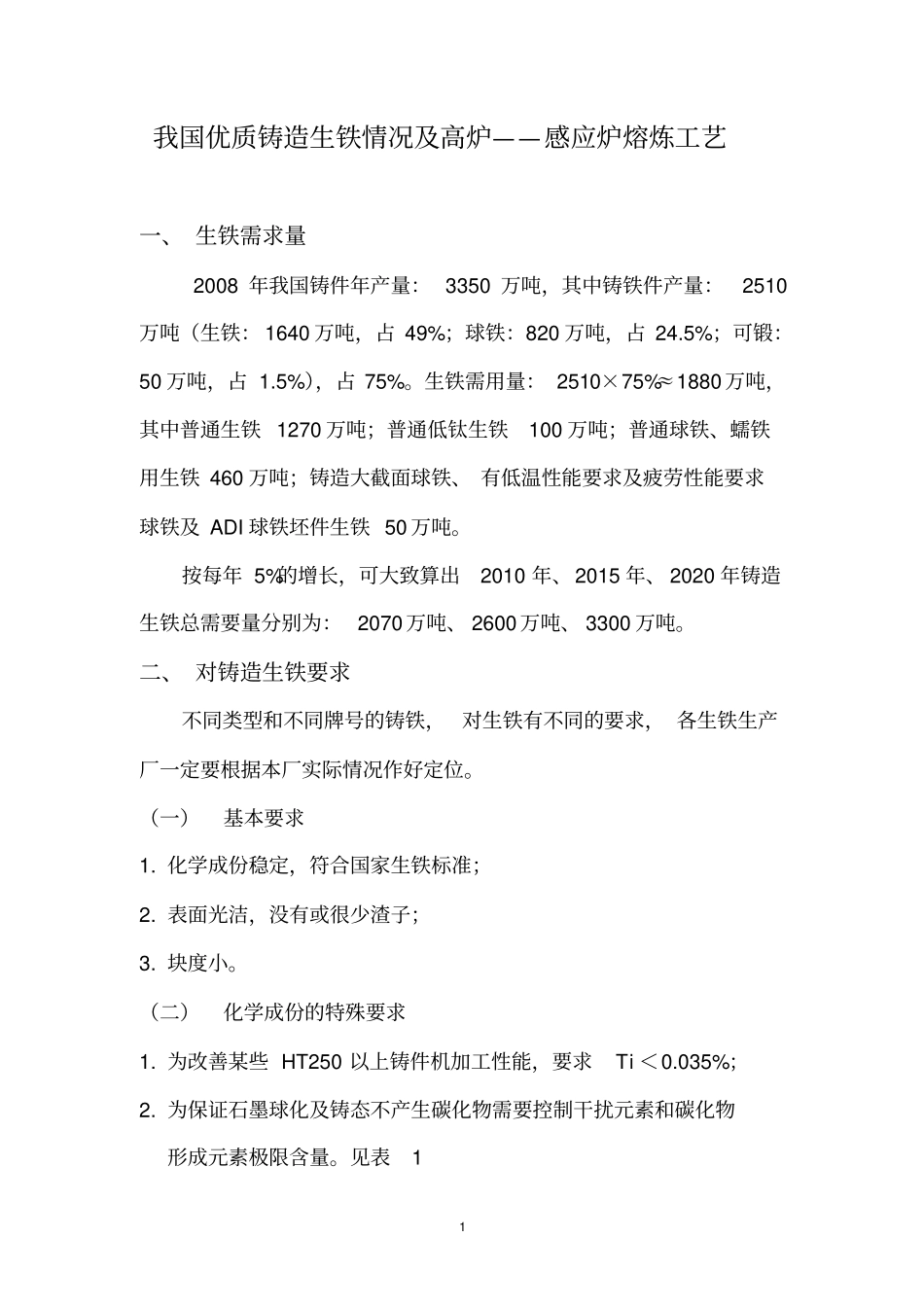
为保证石墨球化及铸态不产生碳化物需要控制干扰元素和碳化物形成元素极限含量
见表12表1国外等温淬火球铁(ADI)坯体允许硫、磷及微量元素最大含量(%)PSSnSbTiAIAsBiBPbSeTe∑A0
磷、锰含量铸态铁素体球铁、大断面球铁、有低温冲击韧度要求的球铁及高牌号ADI球铁坯件的P及Mn含量要求更高
P含量要求小于0
03%,甚至小于0
Mn含量小于0
三、国外生铁情况(一)国外由于废钢多、价格又便宜,生产中很少用生铁
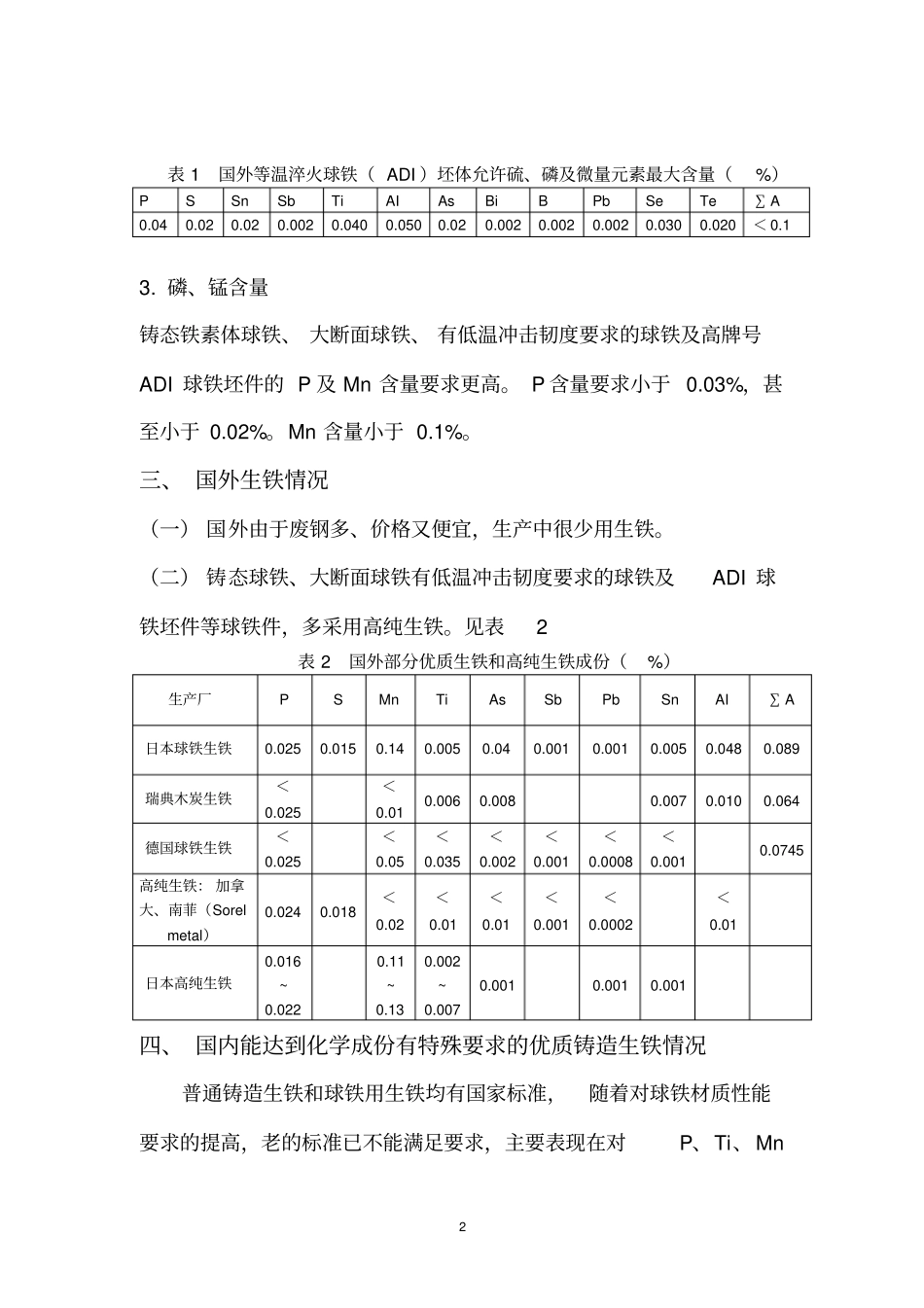
(二)铸态球铁、大断面球铁有低温冲击韧度要求的球铁及ADI球铁坯件等球铁件,多采用高纯生铁
见表2表2国外部分优质生铁和高纯生铁成份(%)生产厂PSMnTiAsSbPbSnAI