中北大学课程设计说明书学生姓名:——--学号:——————学院:材料科学与工程学院专业:材料成型及控制工程题目:弹簧垫圈指导教师:——职称:教授2010年1月8日22010年1月20日目录课程设计任务书1目录2课程设计的方法及步骤3对压铸件进行工艺性分析3选用压铸机3浇注排溢系统设计及计算4成型部分尺寸计算5模具尺寸计算6推出机构设计9校核压铸机10课程设计心得103课程设计的方法及步骤一、对压铸件进行工艺性分析1.机械性能给定合金ZL104,抗拉强度b≥15公斤/㎜2=150N/㎜2=150mPa,伸展率6s≥1
5%,HB≥502
壁厚铸件壁厚为10mm满足压铸条件3.铸孔该铸件铸孔的直径为¢50mm可铸4.出模斜度铝合金配全顺最小出模斜度内表面=30′,外表面=15′,取出模斜度均取30′
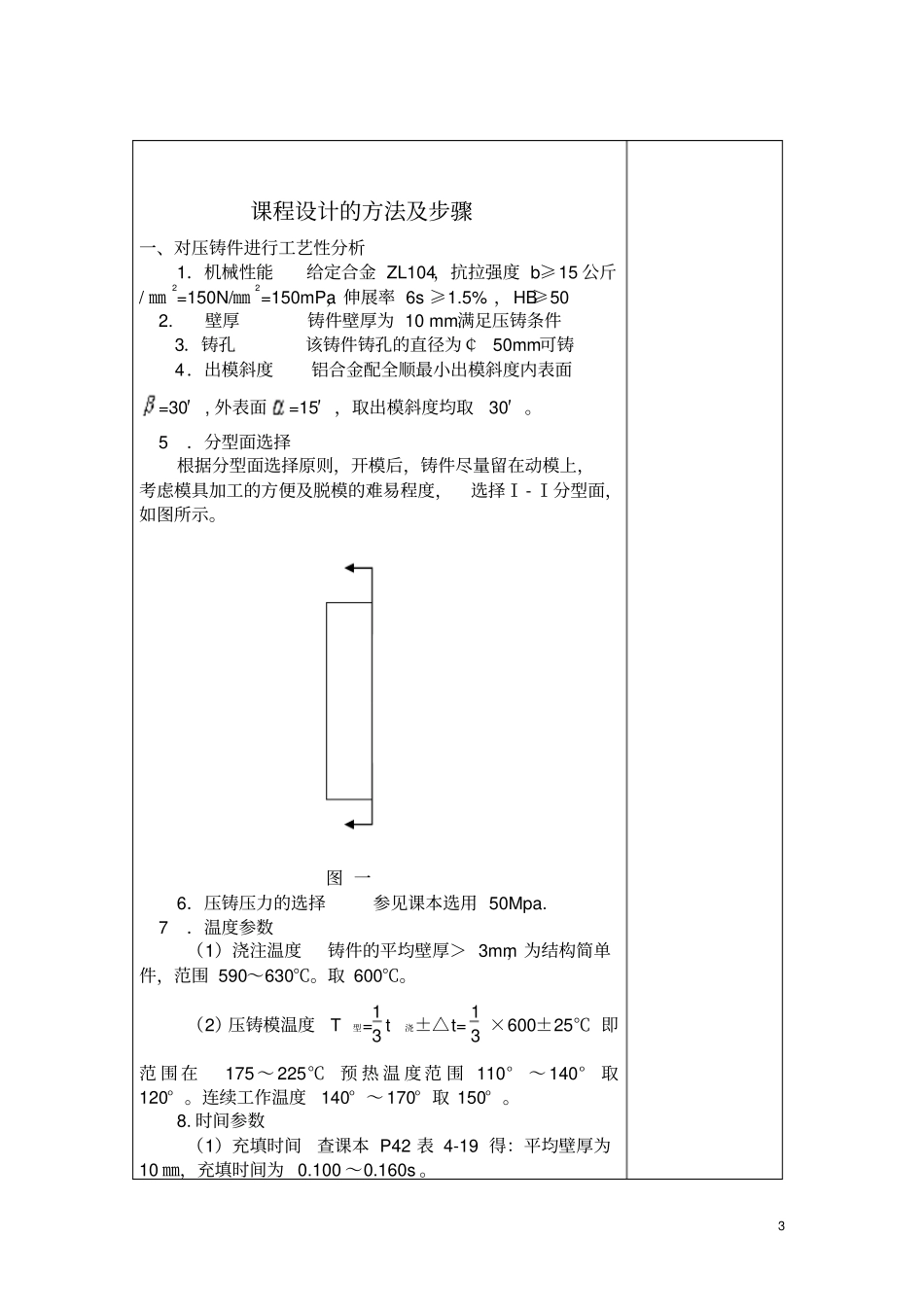
5.分型面选择根据分型面选择原则,开模后,铸件尽量留在动模上,考虑模具加工的方便及脱模的难易程度,选择Ⅰ-Ⅰ分型面,如图所示
图一6.压铸压力的选择参见课本选用50Mpa
7.温度参数(1)浇注温度铸件的平均壁厚>3mm,为结构简单件,范围590~630℃
(2)压铸模温度T型=13t浇±△t=13×600±25℃即范围在175~225℃预热温度范围110°~140°取120°
连续工作温度140°~170°取150°
时间参数(1)充填时间查课本P42表4-19得:平均壁厚为10㎜,充填时间为0
4(2)持压时间查课本P42表4-20得:取10s
(3)停留时间是指从压铸终了到压铸模打开的时间,查课本P42表4-21得:可取25~30s取28s
二.压铸机的选择1.压铸机的锁模力
锁模力F涣≥K(F主+F分)其中K为安全系数,一般K=1
25F主为主胀型力(KN),F分为分胀型力(KN),由于此铸件无侧向活动型芯,即F分=0只须考虑主胀型力: