焊材二级仓库的贮存与管理制度一、焊材必须在干燥通风的室内仓库存放
焊材贮存库内,不允许放置有害气体和腐蚀性介质,室内保持整洁
二、焊材存放在专用架子上,货架离地面高度间距不小于300mm,离墙壁间距不小于300mm,严格防备焊材受潮
焊条的堆积的体积不能过大,宽度不大于两排,高度不超过1
三、焊材堆放时应按种类、牌号、规格、入库时间分类堆放,每垛应有明确标记,避免混乱
四、焊材在供应给使用单位之后,保质期至少保证在6个月之内
入库的焊材应做到先入库批次先发放
五、特种焊材贮存与保管应高于一般性焊材
特种焊材应堆放在专用仓库或指定区域
六、对受潮或包装损坏的焊材,未经处理不允许入库
七、管理人员必须熟悉各种焊材的性能、存放要求,定期检查库房内存放的焊材有无受潮、损坏等情况发生,如有发生,待采取措施后,经验证符合要求时,才能发放
八、一般焊材一次出库不能超过一天的用量
已经领出库的焊材,焊工必须保管好
当天使用不完的焊材当天退回焊材仓库
九、焊材贮存库内,应设置去湿机、温湿仪且运行正常
低氢型焊材室内温度不低于5℃,相对空气湿度低于60%十、焊材的烘焙应按照要求进行记录,(附:表1);车间焊条领用记录,(附:表2);车间埋弧焊丝领用记录,(附:表3);车间CO2焊丝领用记录,(附:表4);车间焊剂领用记录,(附:表5);车间碳棒等辅材领用记录,(附:表6);车间焊材返还记录,(附:表7)
焊接材料烘焙规范及操作规程一、焊条1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙
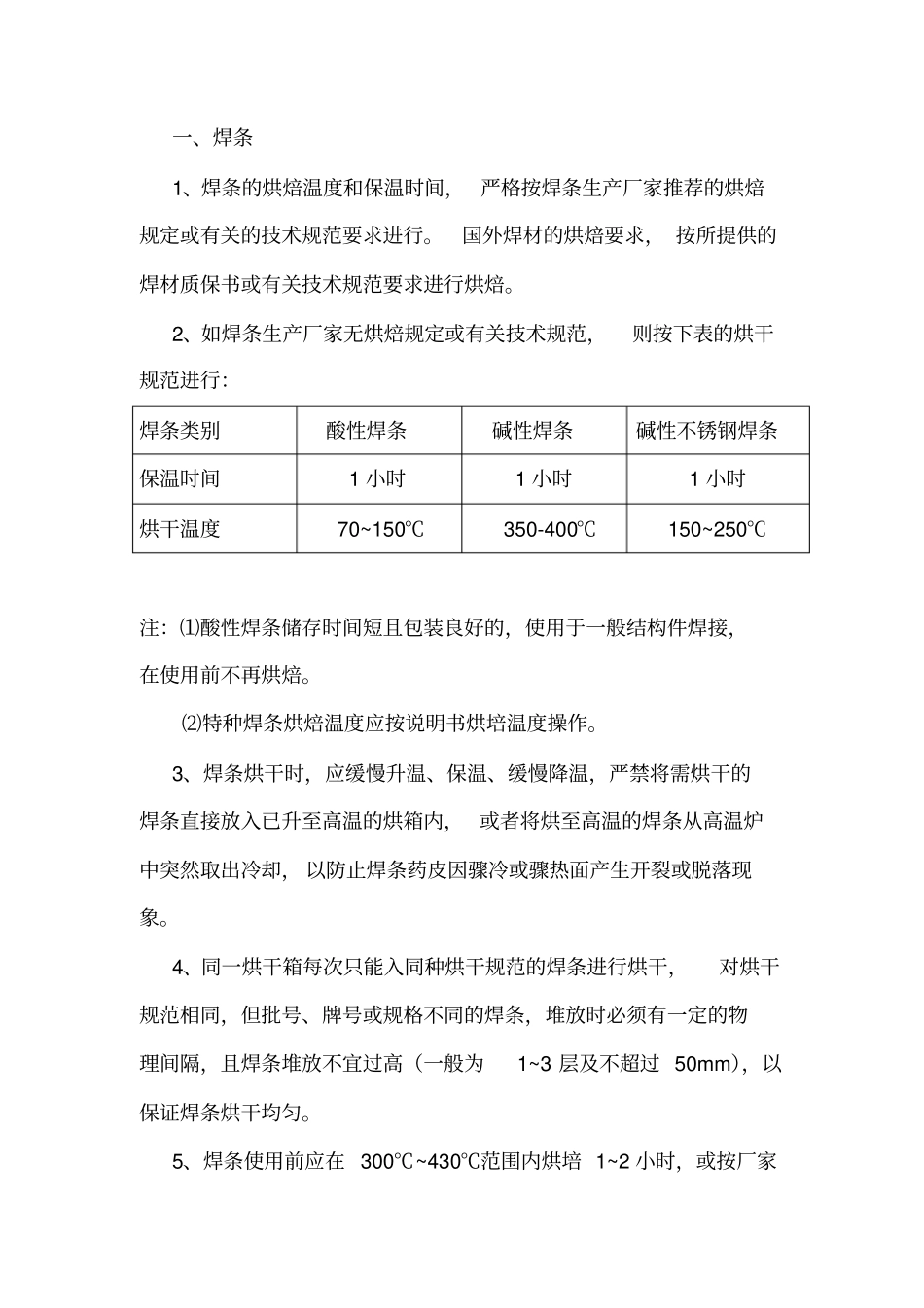
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:焊条类别酸性焊条碱性焊条碱性不锈钢焊条保温时间1小时1小时1小时烘干温度70~150℃350-400℃150~250℃注:⑴酸性焊条