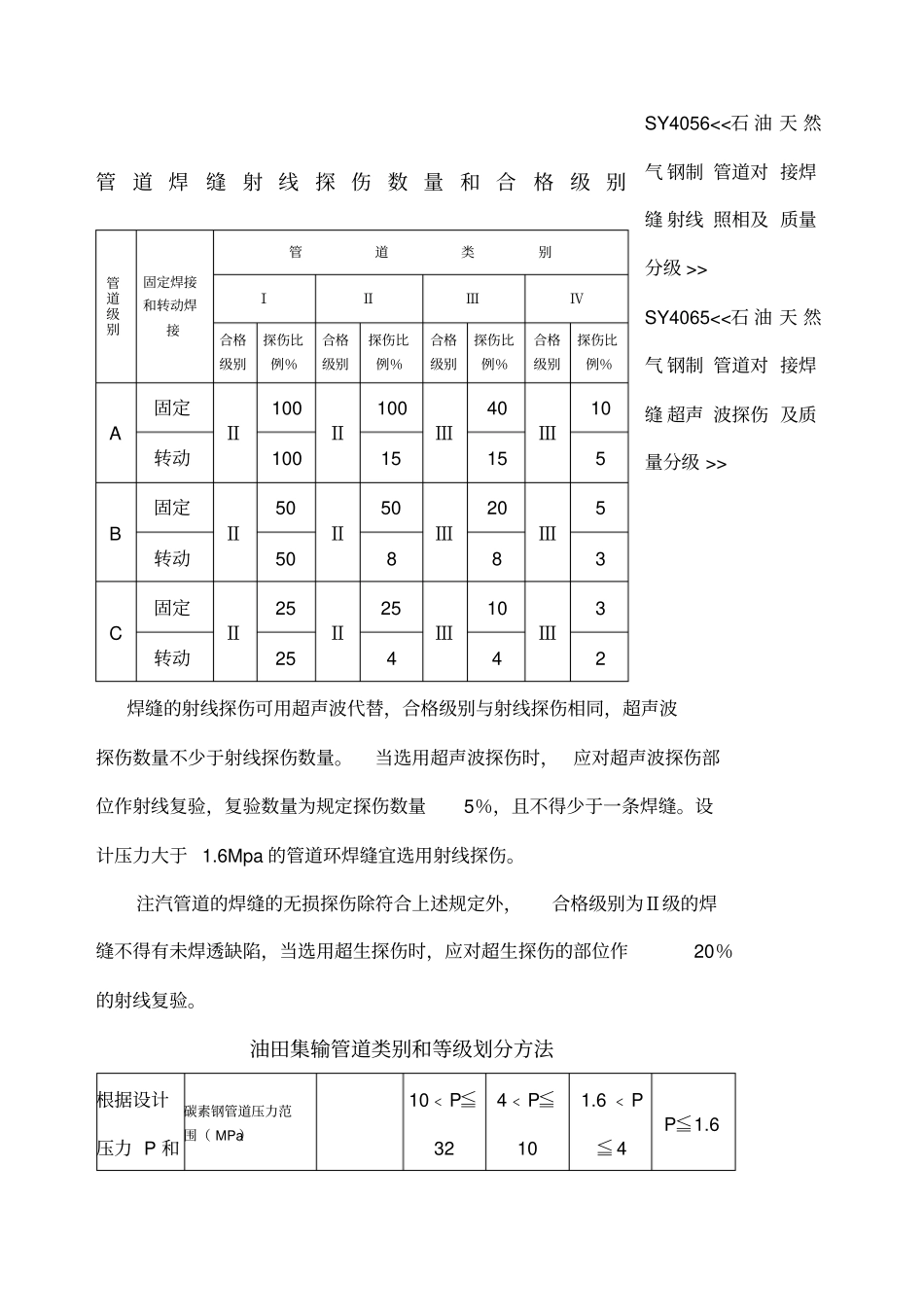
SY4056SY4065焊缝的射线探伤可用超声波代替,合格级别与射线探伤相同,超声波探伤数量不少于射线探伤数量
当选用超声波探伤时,应对超声波探伤部位作射线复验,复验数量为规定探伤数量5%,且不得少于一条焊缝
设计压力大于1
6Mpa的管道环焊缝宜选用射线探伤
注汽管道的焊缝的无损探伤除符合上述规定外,合格级别为Ⅱ级的焊缝不得有未焊透缺陷,当选用超生探伤时,应对超生探伤的部位作20%的射线复验
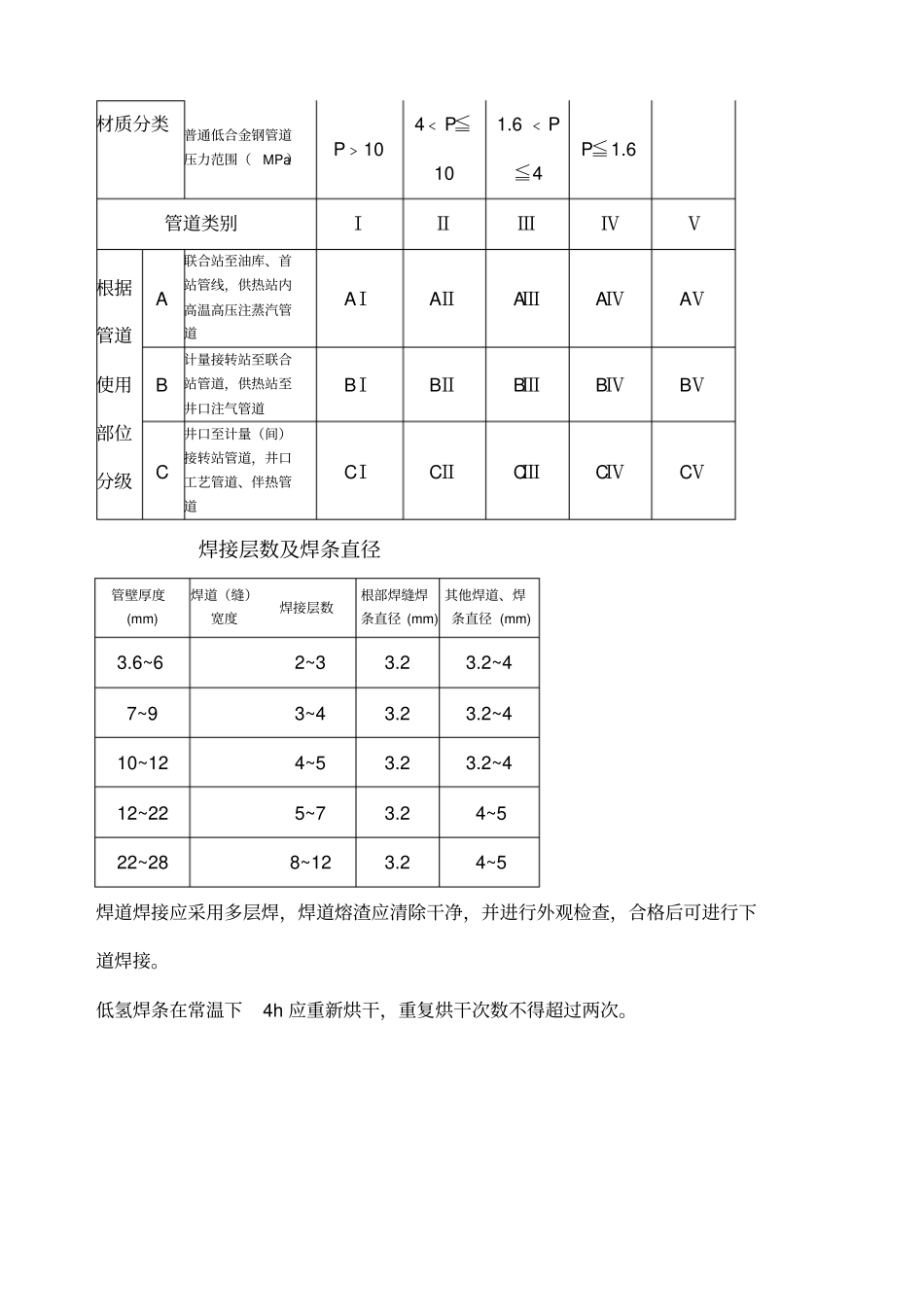
油田集输管道类别和等级划分方法根据设计压力P和碳素钢管道压力范围(MPa)10﹤P≦324﹤P≦101
6﹤P≦4P≦1
6管道焊缝射线探伤数量和合格级别管道级别固定焊接和转动焊接管道类别ⅠⅡⅢⅣ合格级别探伤比例%合格级别探伤比例%合格级别探伤比例%合格级别探伤比例%A固定Ⅱ100Ⅱ100Ⅲ40Ⅲ10转动10015155B固定Ⅱ50Ⅱ50Ⅲ20Ⅲ5转动50883C固定Ⅱ25Ⅱ25Ⅲ10Ⅲ3转动25442材质分类普通低合金钢管道压力范围(MPa)P﹥104﹤P≦101
6﹤P≦4P≦1
6管道类别ⅠⅡⅢⅣⅤ根据管道使用部位分级A联合站至油库、首站管线,供热站内高温高压注蒸汽管道AⅠAⅡAⅢAⅣAⅤB计量接转站至联合站管道,供热站至井口注气管道BⅠBⅡBⅢBⅣBⅤC井口至计量(间)接转站管道,井口工艺管道、伴热管道CⅠCⅡCⅢCⅣCⅤ焊接层数及焊条直径管壁厚度(mm)焊道(缝)宽度焊接层数根部焊缝焊条直径(mm)其他焊道、焊条直径(mm)3
6~62~33
2~47~93~43
2~410~124~53
2~412~225~73
24~522~288~123
24~5焊道焊接应采用多层焊,焊道熔渣应清除干净,并进行外观检查,合格后可进行下道焊接
低氢焊条在常温下4h应重新烘干,重复烘干次数不得超过两次