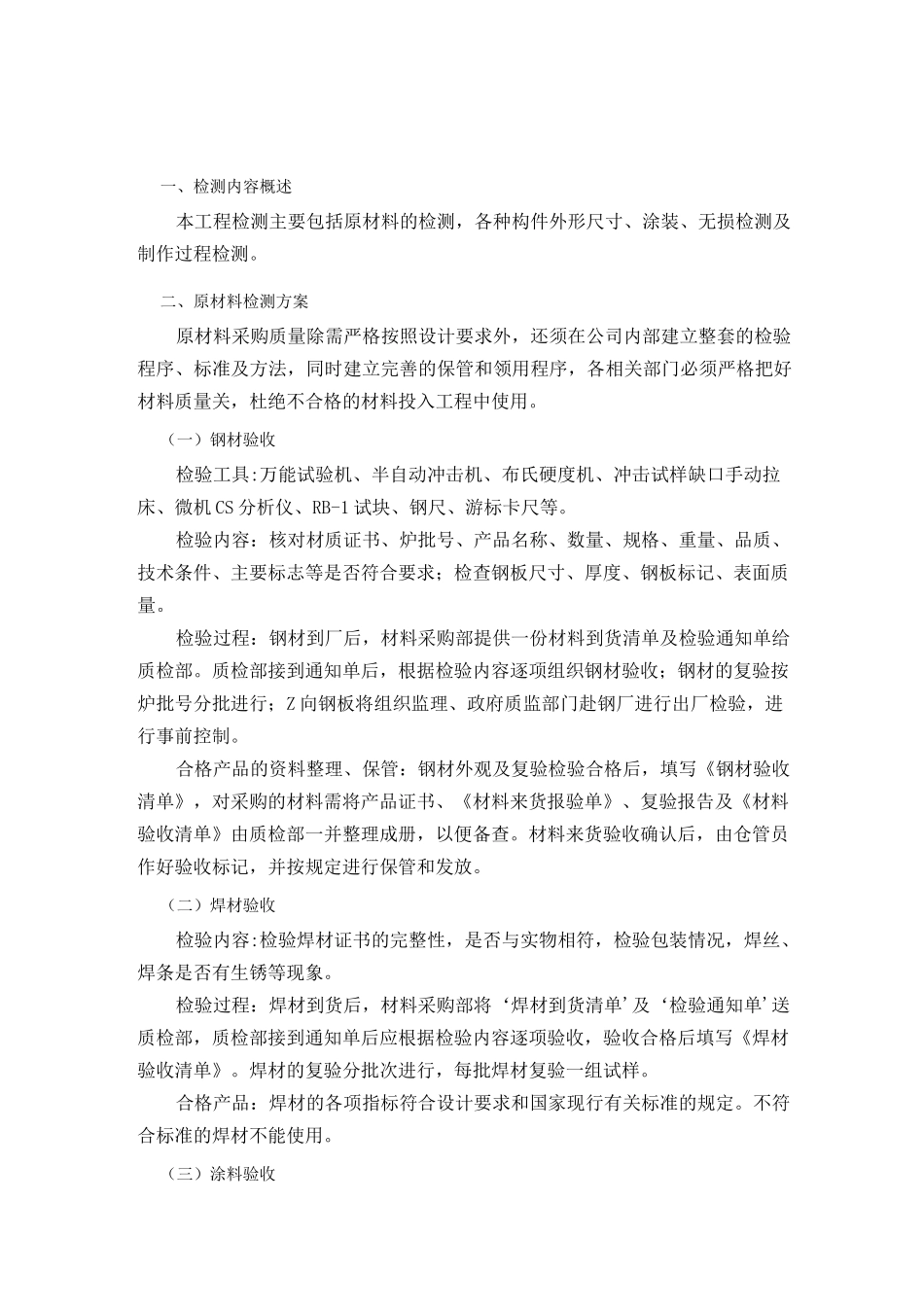
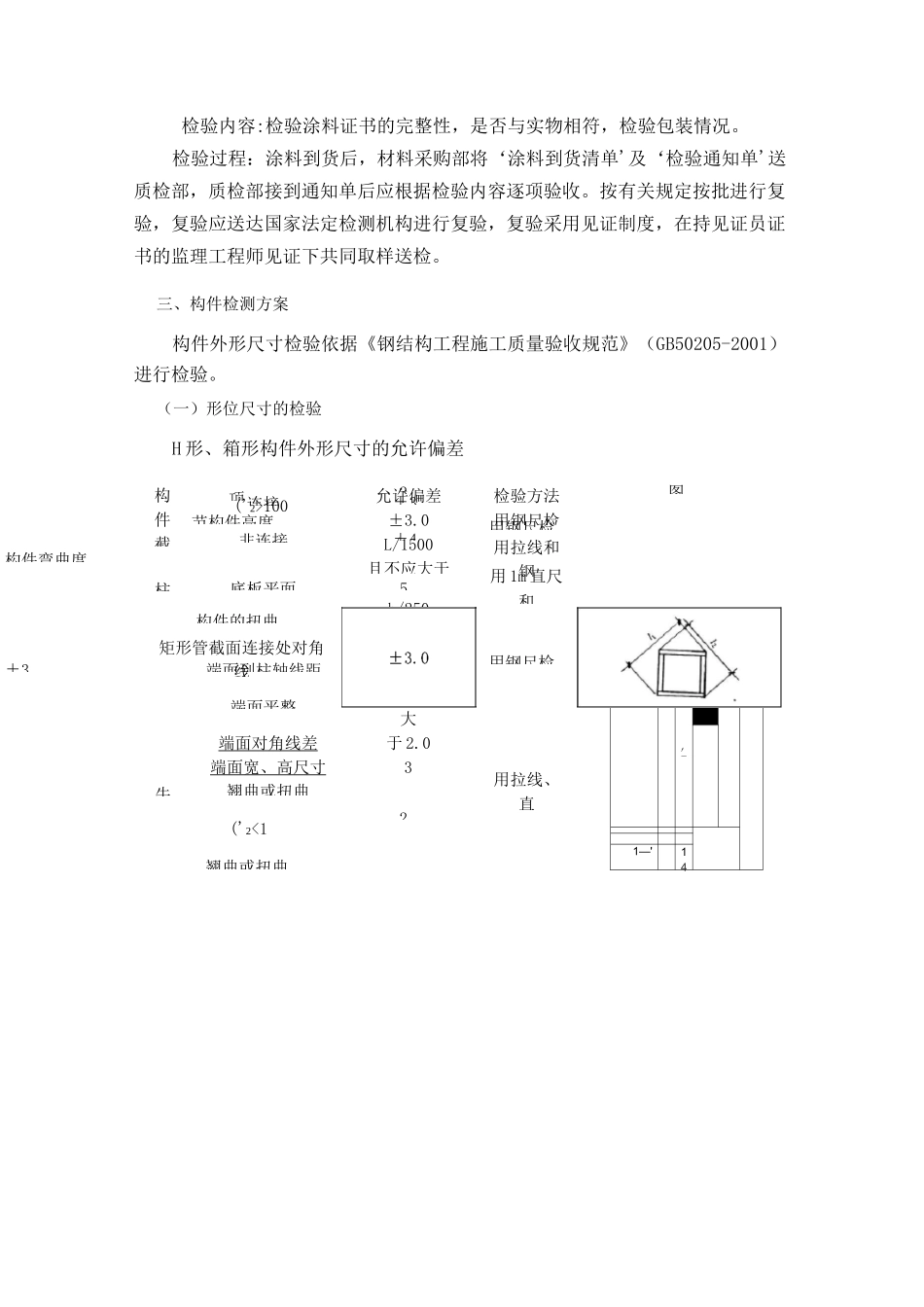
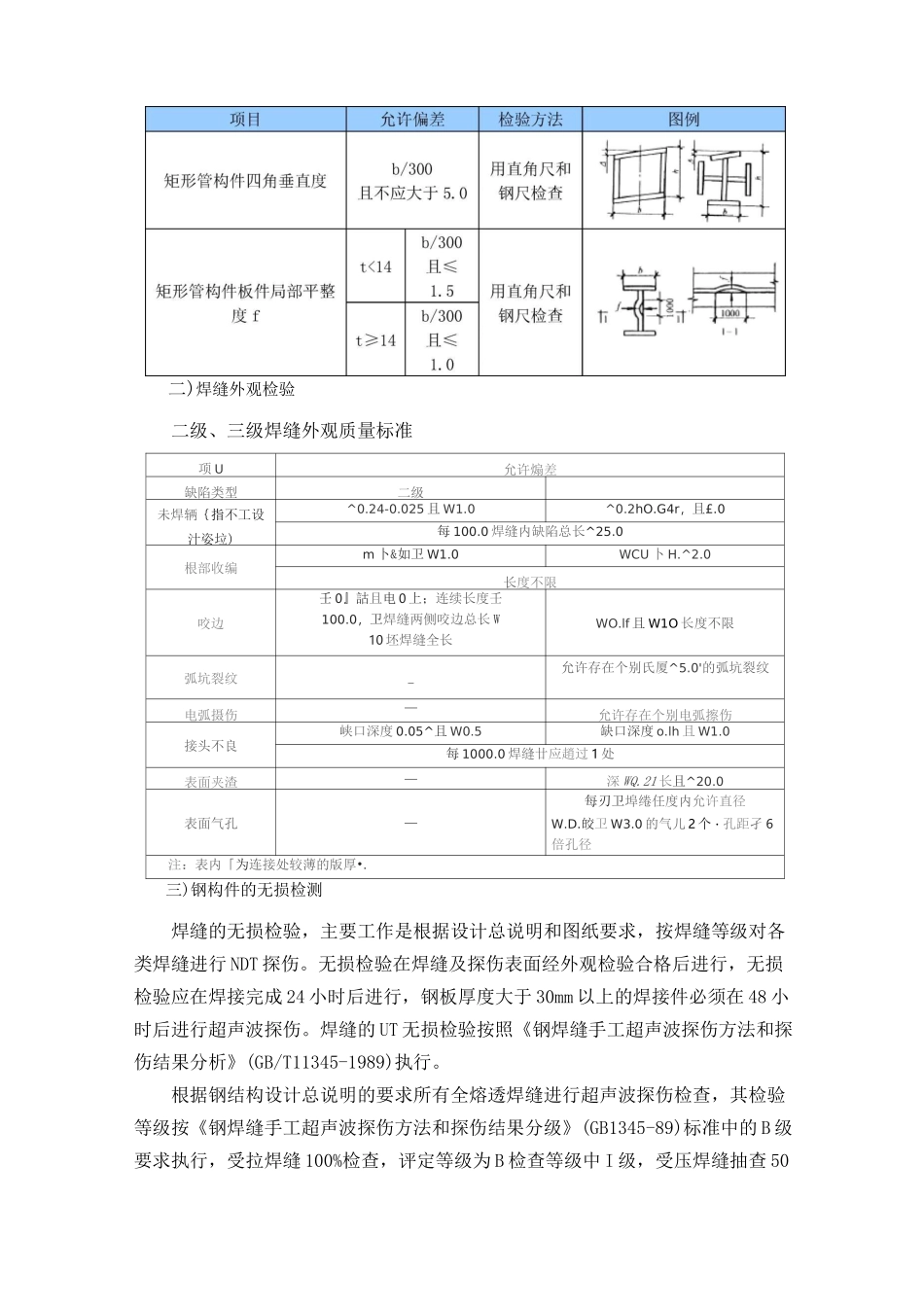
一、检测内容概述本工程检测主要包括原材料的检测,各种构件外形尺寸、涂装、无损检测及制作过程检测。二、原材料检测方案原材料采购质量除需严格按照设计要求外,还须在公司内部建立整套的检验程序、标准及方法,同时建立完善的保管和领用程序,各相关部门必须严格把好材料质量关,杜绝不合格的材料投入工程中使用。(一)钢材验收检验工具:万能试验机、半自动冲击机、布氏硬度机、冲击试样缺口手动拉床、微机CS分析仪、RB-1试块、钢尺、游标卡尺等。检验内容:核对材质证书、炉批号、产品名称、数量、规格、重量、品质、技术条件、主要标志等是否符合要求;检查钢板尺寸、厚度、钢板标记、表面质量。检验过程:钢材到厂后,材料采购部提供一份材料到货清单及检验通知单给质检部。质检部接到通知单后,根据检验内容逐项组织钢材验收;钢材的复验按炉批号分批进行;Z向钢板将组织监理、政府质监部门赴钢厂进行出厂检验,进行事前控制。合格产品的资料整理、保管:钢材外观及复验检验合格后,填写《钢材验收清单》,对采购的材料需将产品证书、《材料来货报验单》、复验报告及《材料验收清单》由质检部一并整理成册,以便备查。材料来货验收确认后,由仓管员作好验收标记,并按规定进行保管和发放。(二)焊材验收检验内容:检验焊材证书的完整性,是否与实物相符,检验包装情况,焊丝、焊条是否有生锈等现象。检验过程:焊材到货后,材料采购部将‘焊材到货清单'及‘检验通知单'送质检部,质检部接到通知单后应根据检验内容逐项验收,验收合格后填写《焊材验收清单》。焊材的复验分批次进行,每批焊材复验一组试样。合格产品:焊材的各项指标符合设计要求和国家现行有关标准的规定。不符合标准的焊材不能使用。(三)涂料验收项节构件高度构件弯曲度允许偏差±3.0L/1500且不应大于检验方法用钢尺检图牛构件的扭曲h/250且不应大于用拉线和钢端面到柱轴线距端面平整端面对角线差端面宽、高尺寸翘曲或扭曲('2<1000)翘曲或扭曲±3.h/500,且不应大于2.032.用拉线、直f—rL1—'14('2>1000)3.构件截连接±3.柱非连接底板平面矩形管截面连接处对角线±4.5.用钢尺检用1m直尺和用钢尺检检验内容:检验涂料证书的完整性,是否与实物相符,检验包装情况。检验过程:涂料到货后,材料采购部将‘涂料到货清单'及‘检验通知单'送质检部,质检部接到通知单后应根据检验内容逐项验收。按有关规定按批进行复验,复验应送达国家法定检测机构进行复验,复验采用见证制度,在持见证员证书的监理工程师见证下共同取样送检。三、构件检测方案构件外形尺寸检验依据《钢结构工程施工质量验收规范》(GB50205-2001)进行检验。(一)形位尺寸的检验H形、箱形构件外形尺寸的允许偏差二)焊缝外观检验二级、三级焊缝外观质量标准项U允许煽差缺陷类型二级未焊辆{指不工设汁姿垃)^0.24-0.025且W1.0^0.2hO.G4r,且£.0每100.0焊缝内缺陷总长^25.0根部收编m卜&如卫W1.0WCU卜H.^2.0长度不限咬边壬0』詁且电0上;连续长度壬100.0,卫焊缝两侧咬边总长W10坯焊缝全长WO.lf且W1O长度不限弧坑裂纹-允许存在个别氏厦^5.0'的弧坑裂纹电弧摄伤—允许存在个别电弧擦伤接头不良峡口深度0.05^且W0.5缺口深度o.lh且W1.0每1000.0焊缝廿应趙过1处表面夹渣—深WQ.21长且^20.0表面气孔—每刃卫埠绻任度内允许直径W.D.皎卫W3.0的气儿2个・孔距孑6倍孔径注:表内「为连接处较薄的版厚•.三)钢构件的无损检测焊缝的无损检验,主要工作是根据设计总说明和图纸要求,按焊缝等级对各类焊缝进行NDT探伤。无损检验在焊缝及探伤表面经外观检验合格后进行,无损检验应在焊接完成24小时后进行,钢板厚度大于30mm以上的焊接件必须在48小时后进行超声波探伤。焊缝的UT无损检验按照《钢焊缝手工超声波探伤方法和探伤结果分析》(GB/T11345-1989)执行。根据钢结构设计总说明的要求所有全熔透焊缝进行超声波探伤检查,其检验等级按《钢焊缝手工超声波探伤方法和探伤结果分级》(GB1345-89)标准中的B级要求执行,受拉焊缝100%检查,评定等级为B检查等级中I级,受压焊缝抽查50%,评定等级为II级。(四)钢构件的涂装检验I主控项目(1)涂装前钢材表面除锈应...