钳工工艺一体化授课计划科目钳工工艺与技能训练教学时间主仟签字授课班级教学课题课题六弯形与矫正实习教学四方体锉配教学目的1、了解弯形与矫正的相关知识;2、了解弯形与矫正的注意事项;3、掌握弯形与矫正的操作方法;4、掌握四方体锉配的方法
教学重点1、弯形与矫正的操作方法;2、四方体锉配的方法
教学难点1、弯形与矫正的操作方法;2、四方体锉配的方法
教学准备绘图(凸凹配)、备料,钻头、弯形与矫正工具、卡尺、钢尺、0〜25mm千分尺、25〜50mm千分尺、50〜75mm千分尺、锯弓、300mm板锉、150mm板锉,样冲、画规、画针等常用工量具
教学方法理论教学:以授课为主实习教学:采用示范讲解、巡回指导、结束指导等教学方式教学组织课前课后点名、记录,遇见旷课的及时通知班主任处理;控制上厕所时间和人数
复习旧课导入新课1、攻螺纹的要点是什么
2、丝锥般分哪两类
3、丝锥折断的原因
4、螺纹歪斜的原因
假如我们的工件出现弯曲、翘曲、凸凹不平等缺陷的时候我们怎么办
这时候我们就要采用弯形与矫正
课题安全要求1、检查服装劳保是否到位;2、强调实习教室的安全操作规范,特别是砂轮机,台钻要有老师在场方可使用;3、控制学生在自己工位上,严禁打闹
讲授新课:(工艺知识)定义:将坯料弯成所需要形状的加工方法,称为弯形
弯形概述弯形是使材料产生塑性变形,因此只有塑性好的材料才能进行弯形
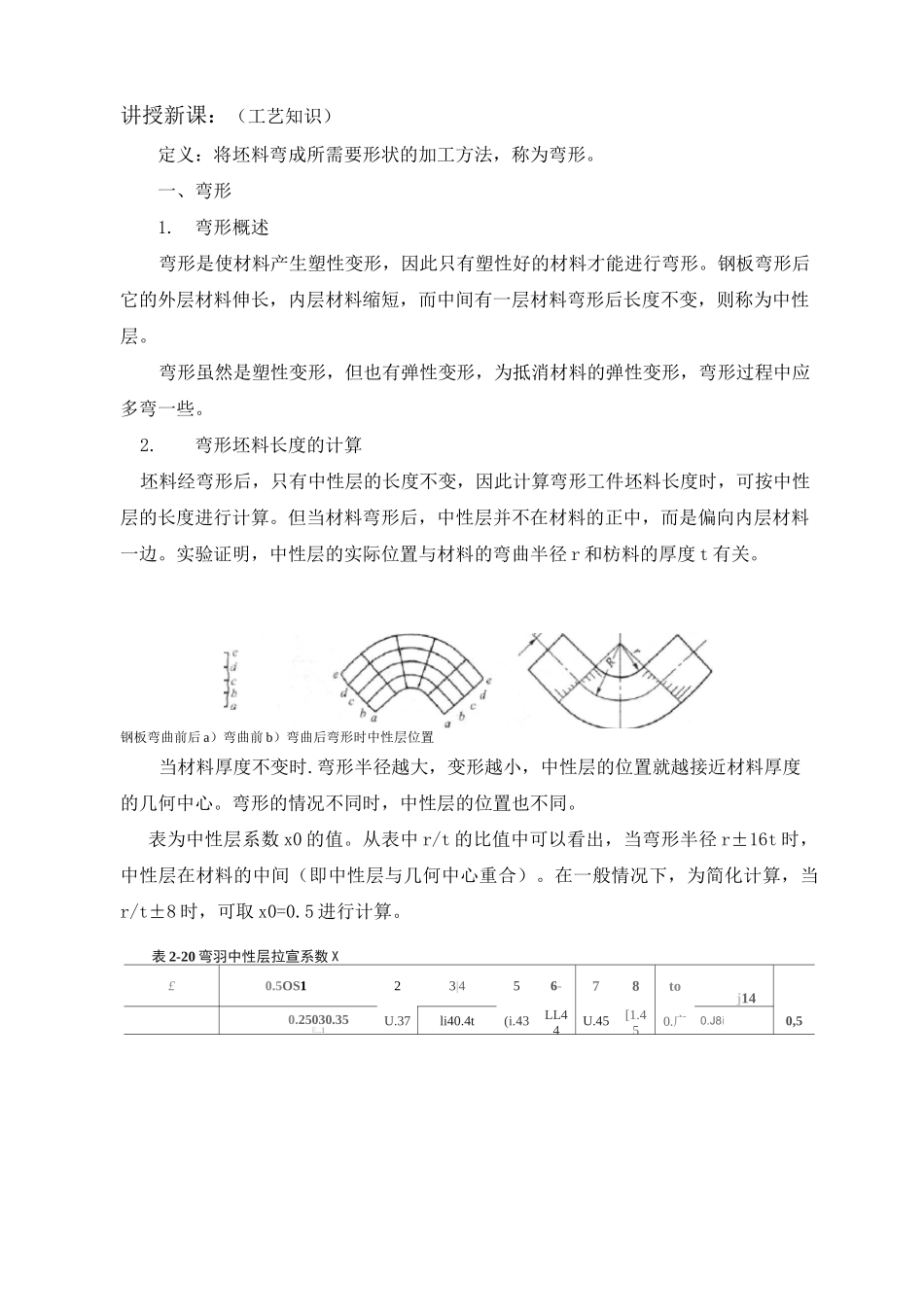
钢板弯形后它的外层材料伸长,内层材料缩短,而中间有一层材料弯形后长度不变,则称为中性层
弯形虽然是塑性变形,但也有弹性变形,为抵消材料的弹性变形,弯形过程中应多弯一些
弯形坯料长度的计算坯料经弯形后,只有中性层的长度不变,因此计算弯形工件坯料长度时,可按中性层的长度进行计算
但当材料弯形后,中性层并不在材料的正中,而是偏向内层材料一边
实验证明,中性层的实际位置与材料的弯曲半径r和枋料的厚度t有关