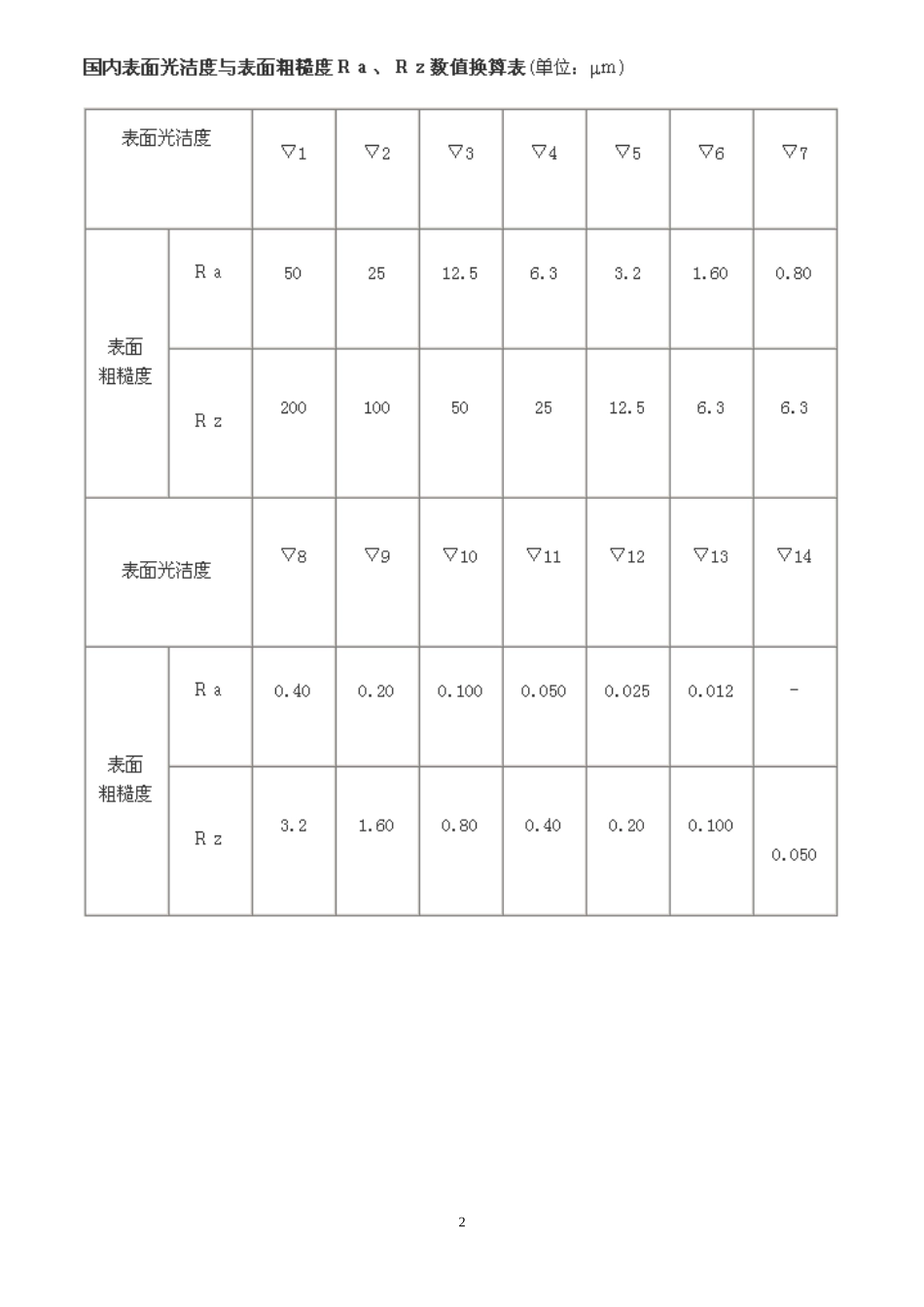
表面粗糙度与光洁度对照表轮廓的平均算术偏差(Ra):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起自被测轮廓上五个最高点至五个最低点的平均距离,轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离
23轮廓的平均算术偏差(Ra):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起自被测轮廓上五个最高点至五个最低点的平均距离,轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离
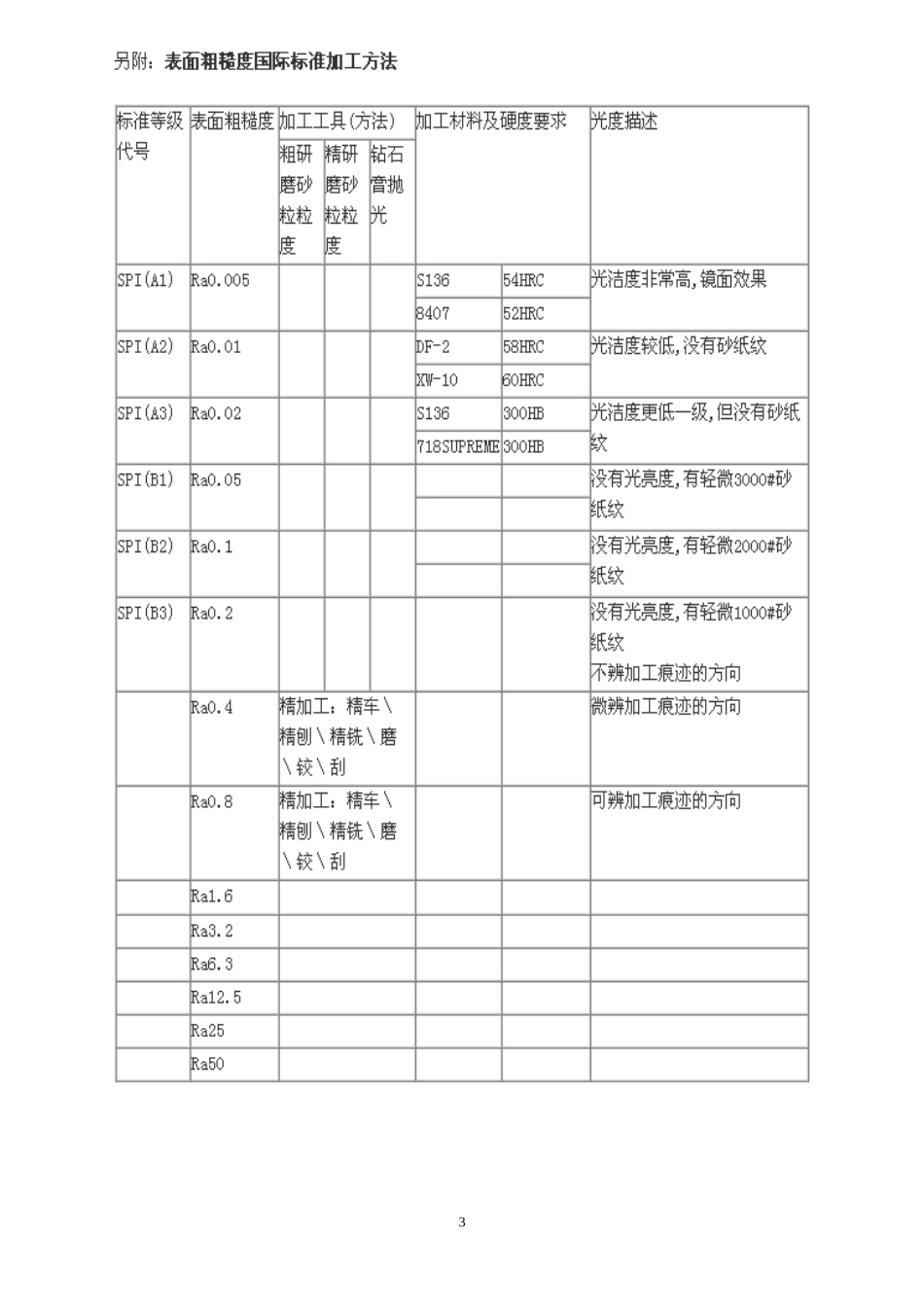
45表面粗糙在不同的加工方法中的参考应用详细资料加工方法规格Ra值um车外圆0
3平铣组合式0
012车外园双组式0
8镗内孔双组式0
8手研单组式0
012电火花线切割单组式0
0、10电火花单组式0
5抛光单组式0
012铸造钢铁砂型单组式3
5、25、50、100、800、1600抛喷丸0
5、25、50、100喷