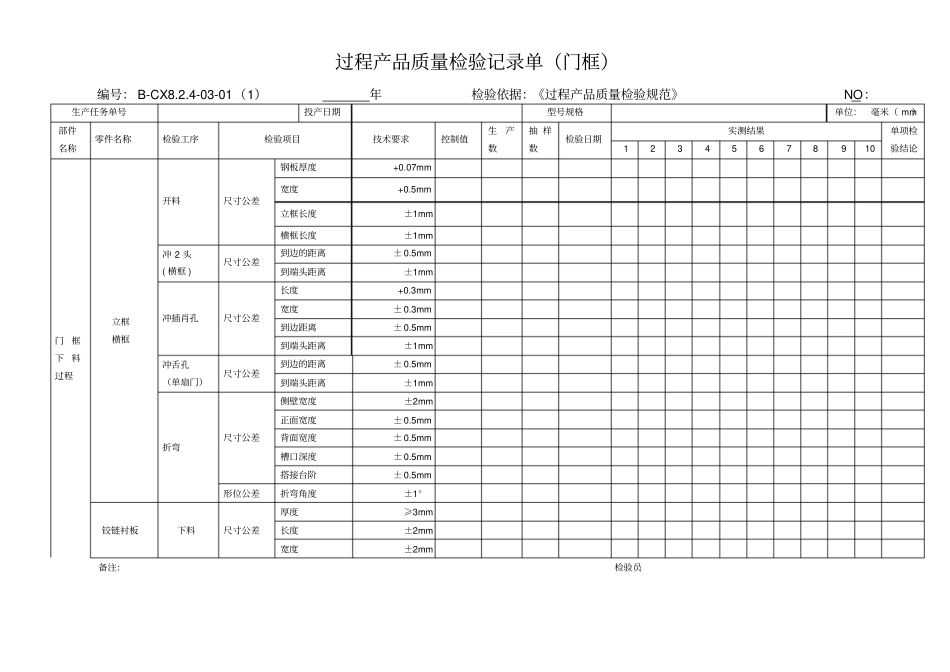
过程产品质量检验记录单(门框)编号:B-CX8
4-03-01(1)年检验依据:《过程产品质量检验规范》NO:生产任务单号投产日期型号规格单位:毫米(mm)部件名称零件名称检验工序检验项目技术要求控制值生产数抽样数检验日期实测结果单项检验结论12345678910门框下料过程立框横框开料尺寸公差钢板厚度+0
07mm宽度+0
5mm立框长度±1mm横框长度±1mm冲2头(横框)尺寸公差到边的距离±0
5mm到端头距离±1mm冲插肖孔尺寸公差长度+0
3mm宽度±0
3mm到边距离±0
5mm到端头距离±1mm冲舌孔(单扇门)尺寸公差到边的距离±0
5mm到端头距离±1mm折弯尺寸公差侧壁宽度±2mm正面宽度±0
5mm背面宽度±0
5mm槽口深度±0
5mm搭接台阶±0
5mm形位公差折弯角度±1°铰链衬板下料尺寸公差厚度≥3mm长度±2mm宽度±2mm备注:检验员过程产品质量检验记录单(门框)编号:B-CX8
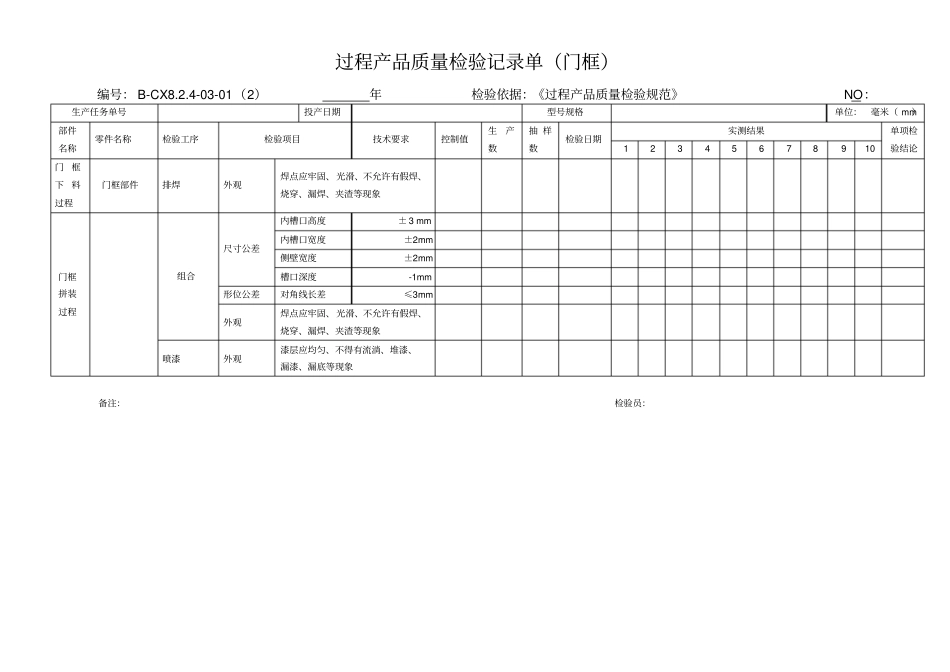
4-03-01(2)年检验依据:《过程产品质量检验规范》NO:生产任务单号投产日期型号规格单位:毫米(mm)部件名称零件名称检验工序检验项目技术要求控制值生产数抽样数检验日期实测结果单项检验结论12345678910门框下料过程门框部件排焊外观焊点应牢固、光滑、不允许有假焊、烧穿、漏焊、夹渣等现象门框拼装过程组合尺寸公差内槽口高度±3mm内槽口宽度±2mm侧壁宽度±2mm槽口深度-1mm形位公差对角线长差≤3mm外观焊点应牢固、光滑、不允许有假焊、烧穿、漏焊、夹渣等现象喷漆外观漆层应均匀、不得有流淌、堆漆、漏漆、漏底等现象备注:检验员:过程产品质量检验记录单(门扇)编号:B-CX8
4-03-02(1)年检验依据:《过程产品质量检验规范》NO:生产任务单号投产日期型号规格单位:毫米(mm)部件名称零件名称检验工序检验项目技术要求控制值生产数抽样数检验日期