1镀锌生产线张力的产生及协调关系1
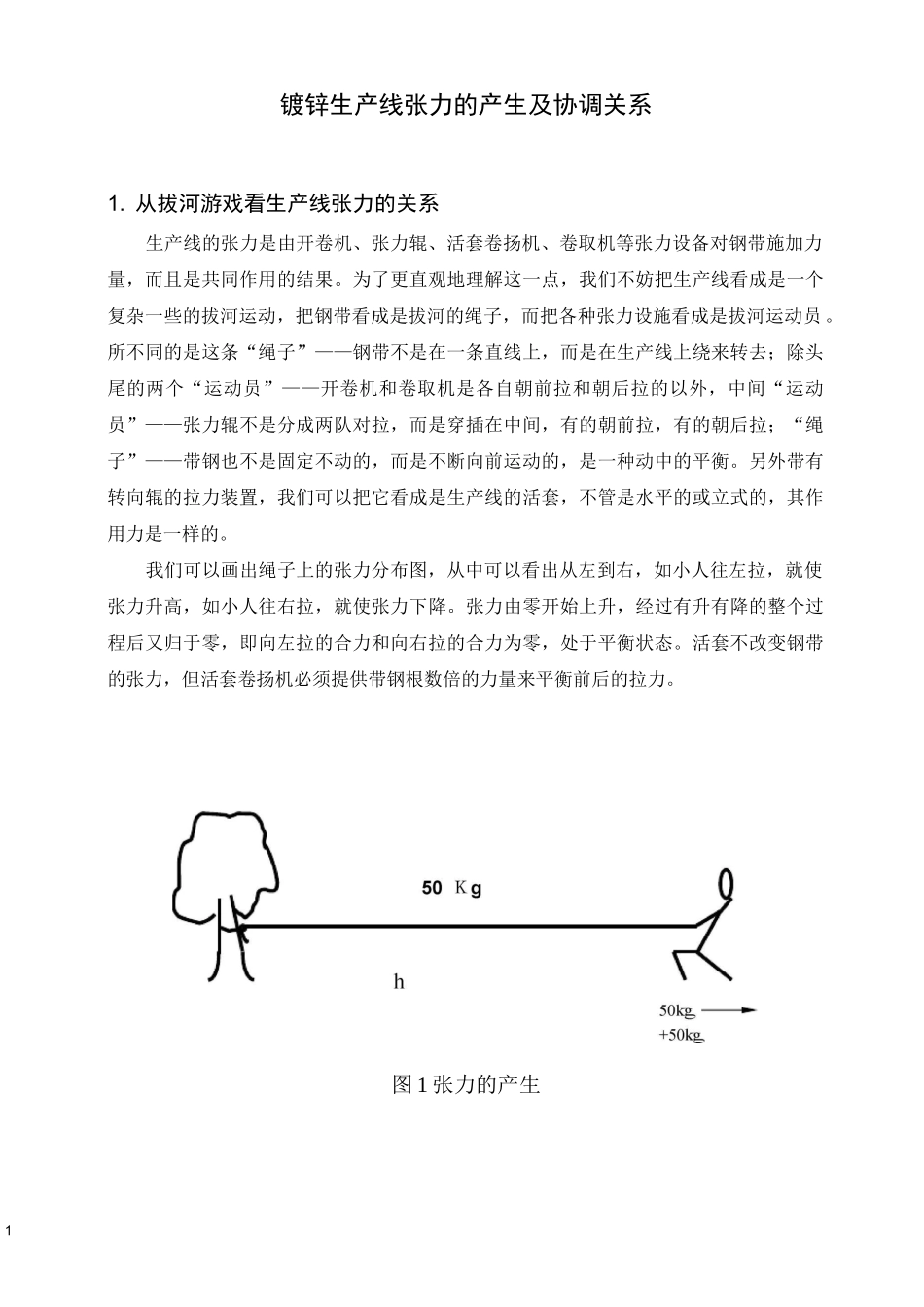
从拔河游戏看生产线张力的关系生产线的张力是由开卷机、张力辊、活套卷扬机、卷取机等张力设备对钢带施加力量,而且是共同作用的结果
为了更直观地理解这一点,我们不妨把生产线看成是一个复杂一些的拔河运动,把钢带看成是拔河的绳子,而把各种张力设施看成是拔河运动员
所不同的是这条“绳子”——钢带不是在一条直线上,而是在生产线上绕来转去;除头尾的两个“运动员”——开卷机和卷取机是各自朝前拉和朝后拉的以外,中间“运动员”——张力辊不是分成两队对拉,而是穿插在中间,有的朝前拉,有的朝后拉;“绳子”——带钢也不是固定不动的,而是不断向前运动的,是一种动中的平衡
另外带有转向辊的拉力装置,我们可以把它看成是生产线的活套,不管是水平的或立式的,其作用力是一样的
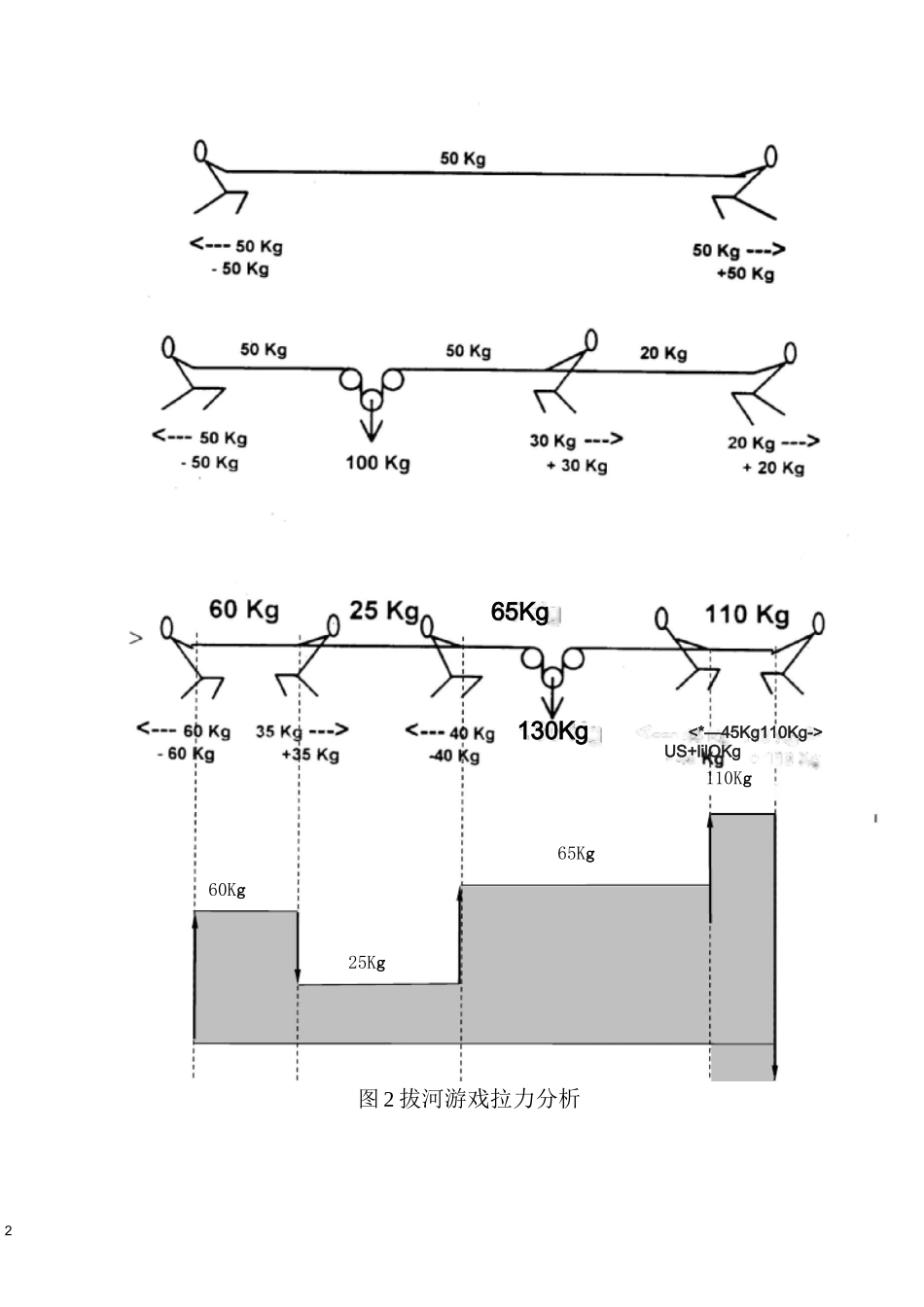
我们可以画出绳子上的张力分布图,从中可以看出从左到右,如小人往左拉,就使张力升高,如小人往右拉,就使张力下降
张力由零开始上升,经过有升有降的整个过程后又归于零,即向左拉的合力和向右拉的合力为零,处于平衡状态
活套不改变钢带的张力,但活套卷扬机必须提供带钢根数倍的力量来平衡前后的拉力
图1张力的产生265Kg130Kg25Kg65Kg60KgUS+lilOKg110Kg图2拔河游戏拉力分析3入口速度辊OT4T7T2T3取卷开TT开0QT拉铰热张辊炉区3S入口活套2S清洗段开卷机T入活T入严II■I1■卷取机8S出口活套7S6S拉矫机5S光整机4S工艺段T出活+T7IT光整T光整--T4T入活--T3出口速度辊工艺段速度辊T卷取T出活图3生产线实际张力的分布与平衡关系42
生产线实际张力的分布与平衡关系下面以xxx3号线为例来分析张力的分布情况
从图7上可以看出,张力辊设备有4种不同的情形:(1)2号S辊、3号S辊、8号S辊和卷取机是向前拉动钢带,要消耗网上的电能,将电能转换成带钢的张力
(2)开卷机、热张