1连续玻纤增强PU复合材料的制备聚合物基复合材料的制作流程包含预浸料的准备、制件铺层、固化和相应的后处理和制造等众多流程
此类产品制作方式包含众多成型工艺,其中也有模压成型、喷射成型、缠绕成型工艺等[6]
现在,连续玻纤增强PU复合原料的制作方式一般可以被划分成模压以及拉挤工艺成型等
1模压成型在闭合的模腔中,模压成型工艺是通过压力以及加热固化产生产品
也就是把特定的颗粒状树脂或者模塑料和纤维融合物放到开放的模具中,闭模之后利用加热让其融化且在压力影响中充满模腔,产生和模腔同样类型的模制品在加热之后让树脂全面出现交联效果进而固化,或者冷却之后让热塑性树脂变硬,脱模之后就可以产生需要的成品此类工艺目前被大浪使用到对热塑性树脂以及热固性树脂中纤维增强聚合物复合材料成型活动中
连续玻纤增强PU复合材料的模压成型工艺[7]:主要把玻璃纤维表层开展浸润,之后在特定环境中把PU原液组合料快速结合起来,产生混合原料
此后在可持续进出料的膜腔内涂上试剂,把处理好的玻璃纤维围绕在模具中,之后加热模具
最终把混合料经压力装置喷射放到内腔,加热到80℃,熟化十五分钟,放置到20℃脱模,就可以得到成品
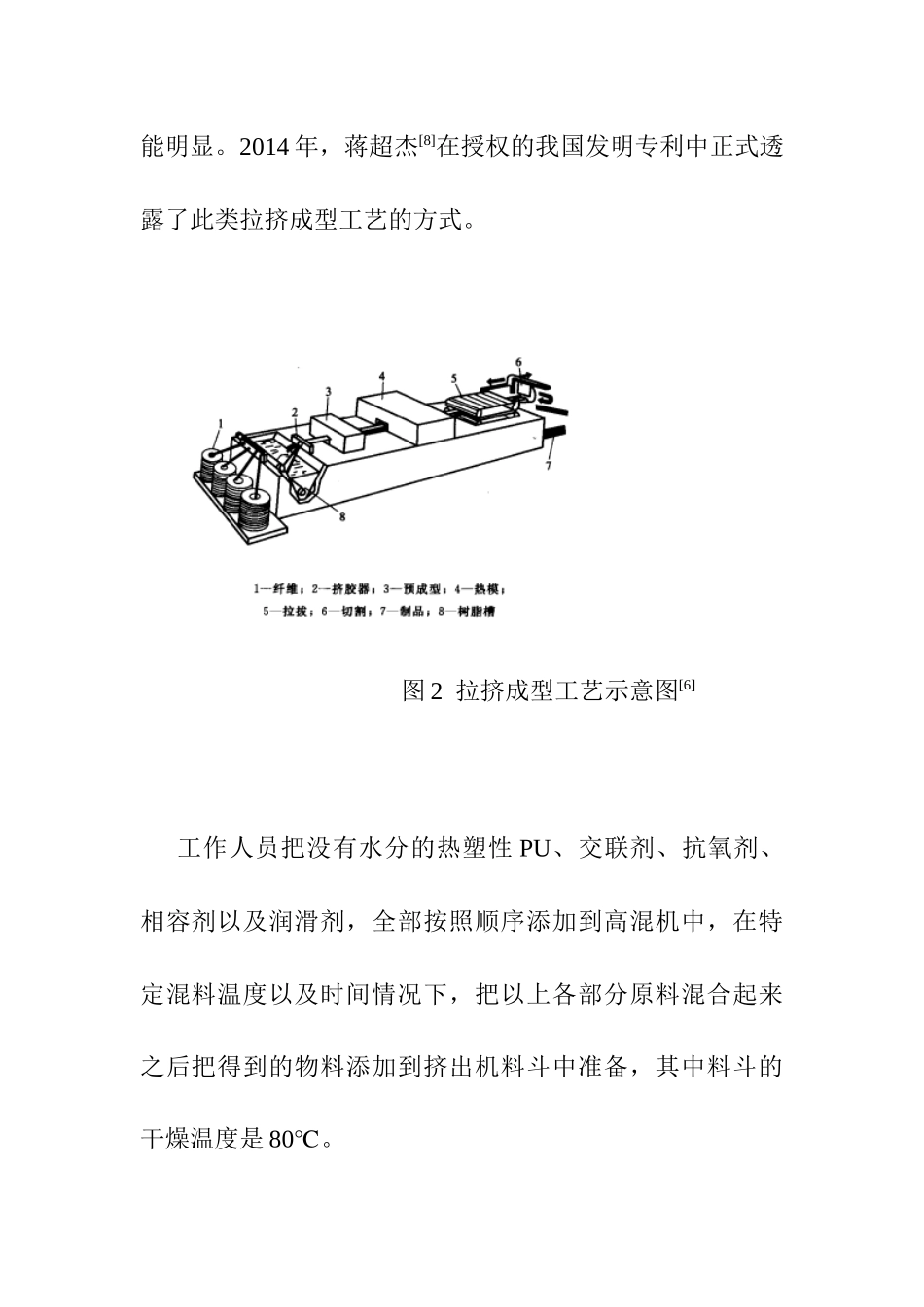
2拉挤工艺成型此类工艺主要是把浸渍之后的树脂胶液连续纤维束或带状织物在牵引配置影响下利用成型模定型,在相应处理之后,产生具备一定横截面类型且长度不受影响的复合材料型材的方式(图2)
拉挤成型的突出特征就是连续成型,其中长度不会受到影响,工作效率高,自动化水平很高,生产费用不高,其中功能平稳,力学功能特备是纵向力学功能明显
2014年,蒋超杰[8]在授权的我国发明专利中正式透露了此类拉挤成型工艺的方式
图2拉挤成型工艺示意图[6]工作人员把没有水分的热塑性PU、交联剂、抗氧剂、相容剂以及润滑剂,全部按照顺序添加到高混机中,在特定混料温度以及时间情况下,把以上各部分原料混合起来之后把得到的物料添