维修电工(一级)试题名称:配料系统PLC控制和交流变频调速系统11
操作条件(1)、安川电机VarispeedG7交流变频调速实训装置:(2)、三相交流异步电动机:YSJ7124PN=370W,UN=380V,IN=1
12A,nN=1400r/min,fN=50HZ,COSφN=0
72,ηN=0
70(3)FX2N系列的PLC实训装置(配备装有三菱编程软件SWOPC-FXGP/WIN-C的电脑)2
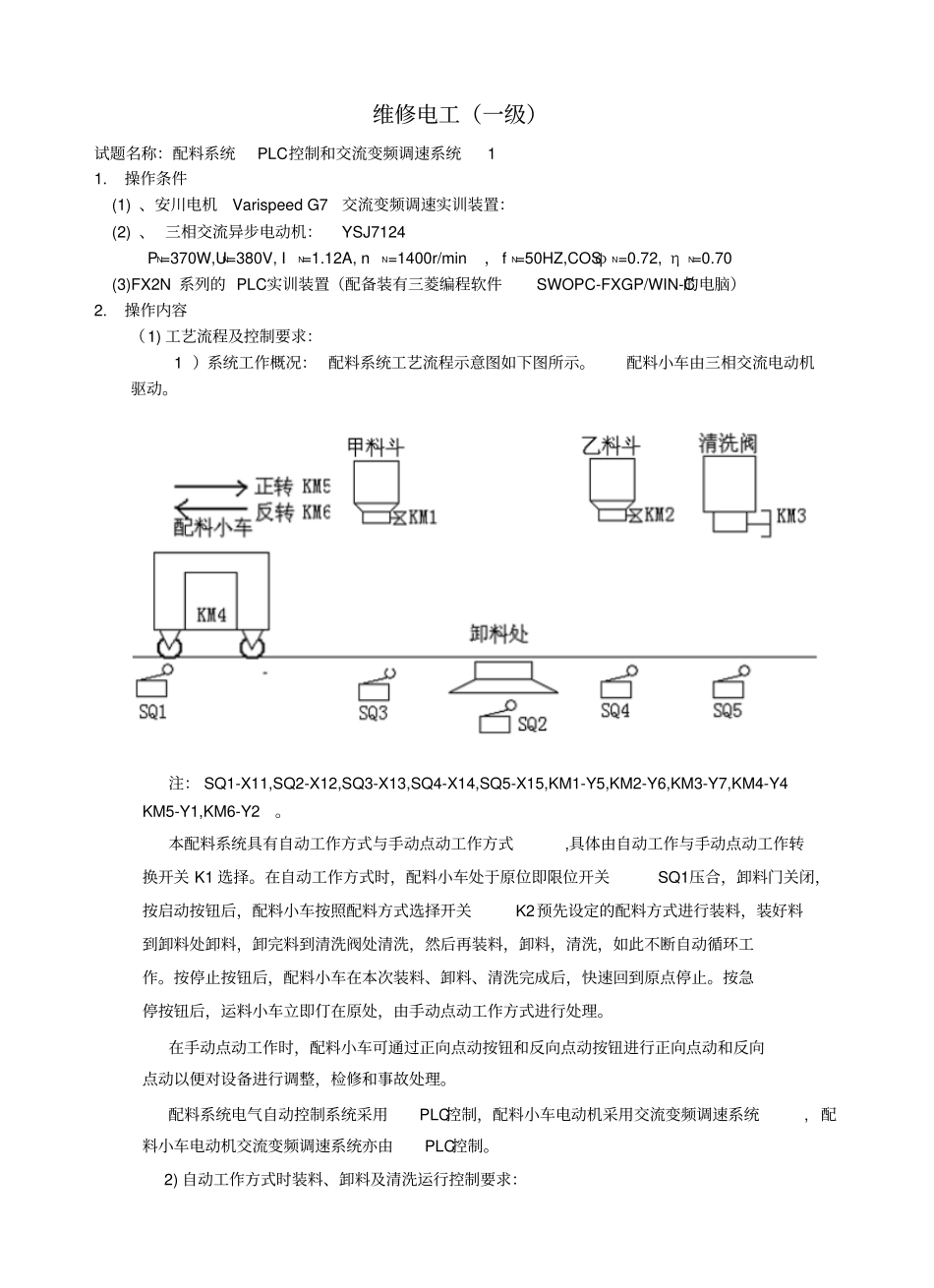
操作内容(1)工艺流程及控制要求:1)系统工作概况:配料系统工艺流程示意图如下图所示
配料小车由三相交流电动机驱动
注:SQ1-X11,SQ2-X12,SQ3-X13,SQ4-X14,SQ5-X15,KM1-Y5,KM2-Y6,KM3-Y7,KM4-Y4KM5-Y1,KM6-Y2
本配料系统具有自动工作方式与手动点动工作方式,具体由自动工作与手动点动工作转换开关K1选择
在自动工作方式时,配料小车处于原位即限位开关SQ1压合,卸料门关闭,按启动按钮后,配料小车按照配料方式选择开关K2预先设定的配料方式进行装料,装好料到卸料处卸料,卸完料到清洗阀处清洗,然后再装料,卸料,清洗,如此不断自动循环工作
按停止按钮后,配料小车在本次装料、卸料、清洗完成后,快速回到原点停止
按急停按钮后,运料小车立即仃在原处,由手动点动工作方式进行处理
在手动点动工作时,配料小车可通过正向点动按钮和反向点动按钮进行正向点动和反向点动以便对设备进行调整,检修和事故处理
配料系统电气自动控制系统采用PLC控制,配料小车电动机采用交流变频调速系统,配料小车电动机交流变频调速系统亦由PLC控制
2)自动工作方式时装料、卸料及清洗运行控制要求:①配料方式由配料方式选择开关K2选择
当K2闭合时为配料方式(一),此时甲料斗先装料4秒钟,然后乙料斗装料2秒钟
当K2断开时为配料方式(二),此时乙料斗先装料3秒钟,然