储罐底板焊接变形控制方法大庆油田工程建设公司油建二公司第一工程部庞宇摘要:储罐是石油化工重要设备,而储罐底板在焊接时易发生变形
本文提出了合理的焊接顺序和防变形措施,使三元中105转油脱水站3000m³污水沉降罐焊接变形得到了控制,提高了施工质量
关键词:储罐底板;焊接变形;控制方法0前言储罐是石油化工中不可或缺的设备,罐底板是整个储罐受力最大的部位,而罐底的焊接变形会降低储罐的承载能力及稳定性,所以罐底板的焊接质量在很大程度上决定了储罐的使用寿命及在用状态
罐底由多块中幅板和边缘板焊接而成焊缝数量多,焊接应力大,容易产生焊接变形
因此分析焊接变形的原因及各种影响因素,掌握其变化规律并采取有效的控制底板变形的措施,确保罐底安装质量,是储罐施工的重要环节
本文以大庆油田第一采油厂三元中105转油脱水站内的3×103m3沉降罐为例,通过采用合理的焊接顺序、焊接工艺参数及行之有效的防变形措施,使罐底板的焊接质量得到了有效控制
1罐底板焊接变形原因分析焊接变形的产生,从根本上说是因为焊接热过程中温度在构件上分布极不均匀,造成高温区域(焊缝处及焊缝的焊接侧)冷却后产生的收缩量大,低温区域收缩量小,这种不平衡的收缩导致了钢板形状的改变
对于三层搭接焊接来说,其最终的变形与焊接的位置及焊接本身的收缩量有关,此外焊接过程中还会产生呈一定规律分布的内应力,其存在也会影响到钢板的变形
由此可见,为了控制焊接变形,一方面要增加焊接时的刚度或外界对构件的约束,另一方面更要设法降低焊接温度的不均匀程度,以减小变形的内力
2控制变形措施2
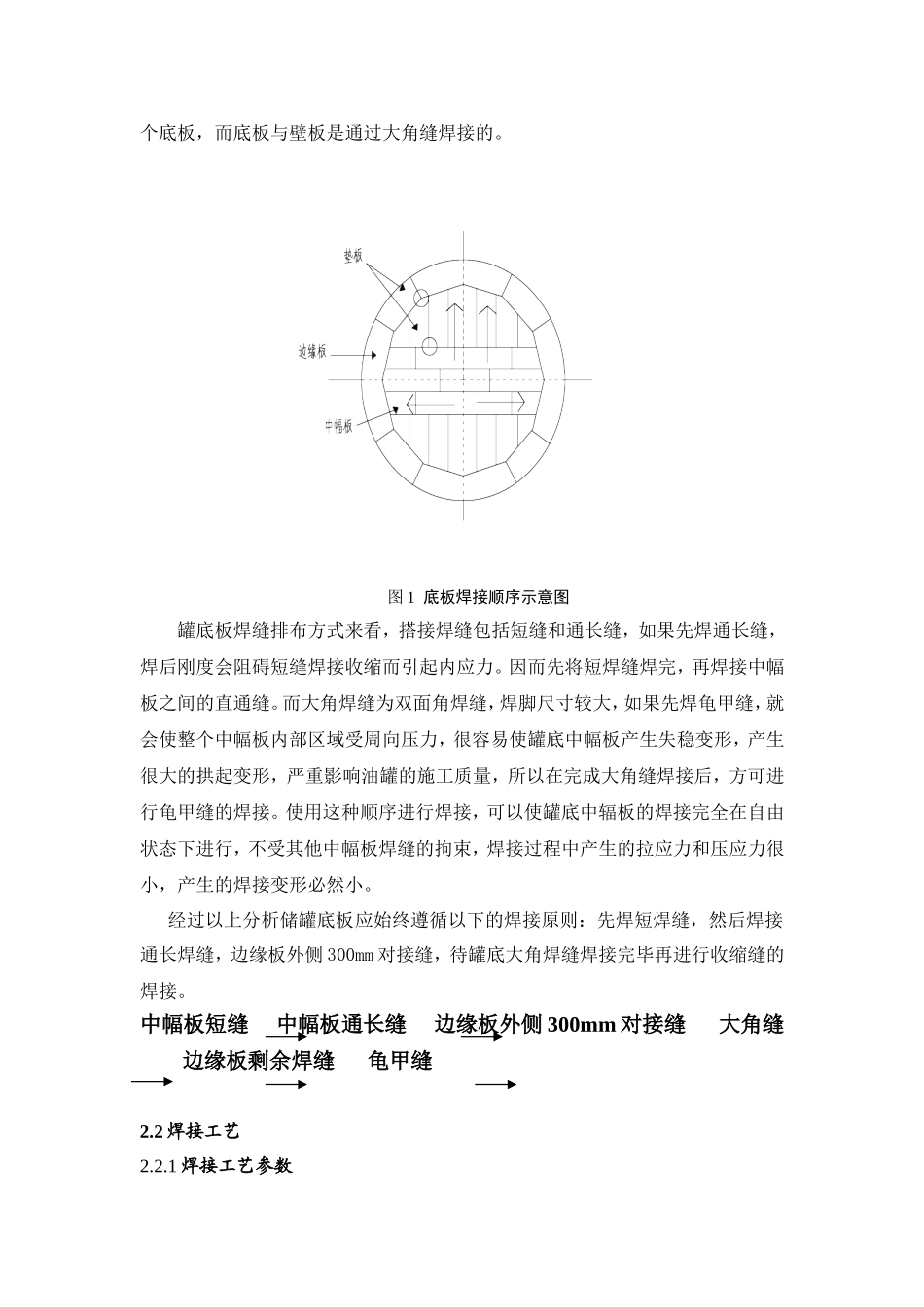
1焊接顺序储罐底板由弓形边缘板和中幅板组成,边缘板为弓形结构,中幅板为多块板拼成的多边形平板结构,边缘板和中幅板之间通过龟甲缝焊接在一起,构成整个底板,而底板与壁板是通过大角缝焊接的
图1底板焊接顺序示意图罐底板焊缝排布方式来看,搭接焊缝包括短缝和通长缝,如果先焊通